Изобретение относится к металлургии, в частности к установкам для получения непрерывных металлических лент.
Известна установка для получения металлических лент [1. Филонов М.Р., Аникин Ю.А., Левин Ю.Б. Теоретические основы производства аморфных и нанокристаллических сплавов методом быстрой закалки. М.: МИСИС, 2006. 28 с. См. стр.6], содержащая разливочное устройство с соплом прямоугольной формы, барабан-холодильник с приводом.
Недостаток известной установки [1] заключается в формировании корочки ленты на поверхности одного барабана-холодильника и невозможности по этой причине производить деформацию ленты. Кроме того, наличие одного барабана-холодильника ограничивает теплоотвод от металла ленты.
Известна установка CASTRIP для разливки низкоуглеродистых сталей [2. Сосински Д. Дж., Кембелл П., Махапатра Р. И др. Процесс CASTRIP - последние достижения на промышленной установке завода Nucor steel // Металлруг. 2008. №12. С.43-46], содержащая ковш, промежуточный ковш, промежуточное устройство с соплами, разливочные валки, горчую камеру, тянущие валки, клеть горячей прокатки, зону вторичного охлаждения, ножницы, нагревающие ролики, моталки.
Недостаток известной установки заключается в том, что на ней не обеспечивается однородная структура по толщине и ширине ленты, не обеспечивается однородная толщина листа, что приводит к браку листа ленты: трещины, возможность коробления.
Причинами возникновения брака листа ленты являются:
- недостаточная эффективность охлаждения разливочных валков, приводящая к недопустимо высокой температуре их поверхности при выбранной скорости разливки металла;
- неравномерность охлаждения поверхности валков по их длине, что создает разность температур на 10-15°С;
- неравномерная заливка металла в пространство между валками по их длине;
- недопустимо высокие колебания уровня металла в валках - на 5-10 мм;
- недопустимо высокий перегрев разливаемого металла - на 100-150°С.
Задачей изобретения является исключение брака по трещинам и короблению за счет достижения в установке для получения непрерывной металлической ленты технических результатов: эффективного охлаждения разливочных валков, для обеспечения требуемой температуры их поверхности при выбранной скорости разливки металла, равномерного охлаждения поверхности валков по их длине.
Поставленная задача решается благодаря тому, что в установке для получения непрерывной металлической ленты, содержащей промежуточный ковш, промежуточное устройство для подвода расплава с соплами, выполненными в виде насадок из огнеупорного материала с щелевыми отверстиями, разливочные валки с механизмом регулирования зазора между ними, клеть горячей прокатки, зону вторичного охлаждения, направляющие ролики, моталки, устройство для разогрева поверхности разливочных валков, пирометр для измерения температуры поверхности валков, регулятор расхода охлаждающей среды, термометр для измерения температуры охлаждающей среды, пару боковых стенок, предусмотрены следующие отличия: разливочные валки выполнены в виде высокотемпературных тепловых труб с подачей охлаждающей среды, устройство для контроля уровня, заливаемого в разливочные валки металла, подключено в систему автоматического регулирования работой разливочных валков.
Кроме того на поверхность валков нанесено покрытие из жаропрочной стали толщиной «δ», такой, что δ/R=1/25-1/20, где R - радиус разливочного валка.
Между совокупностью существенных признаков заявляемого объекта и достигаемым техническим результатом существует причинно-следственная связь, а именно благодаря тому, что разливочные валки выполнены в виде высокотемпературных тепловых труб с подачей охлаждающей среды, обеспечивается эффективное охлаждение разливочных валков, обеспечивающее требуемую температуру их поверхности при выбранной скорости разливки металла. Также обеспечивается равномерное охлаждение поверхности валков по их длине. Устройство для контроля уровня, заливаемого в разливочные валки металла, подключенное в систему автоматического регулирования работой разливочных валков, устраняет колебания уровня металла в валках.
Нанесение на поверхность валков покрытия из жаропрочного материала, например Cr30Ni70, увеличивает срок службы валков и повышает в целом эффективность процесса получения металлической ленты. Уменьшение соотношения δ/R<1/25 (где δ - толщина покрытия из жаропрочного материала, R - радиус валка), затрудняет крепление покрытия на поверхность валков и приводит к нерациональному уменьшению срока его службы до ремонта валков,
Увеличение соотношения δ/R>1/20 приводит к нерациональному увеличению толщины покрытия, что ухудшает тепловую работу валков как высокотемпературных тепловых труб.
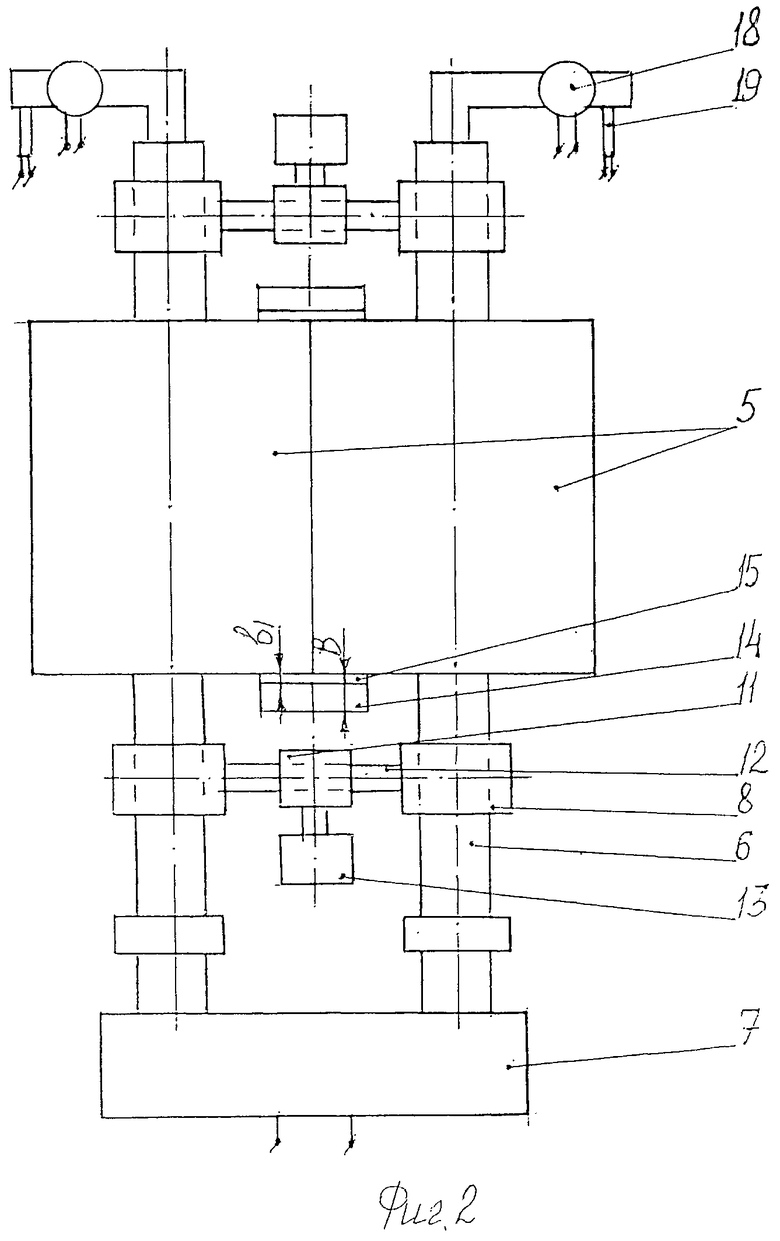
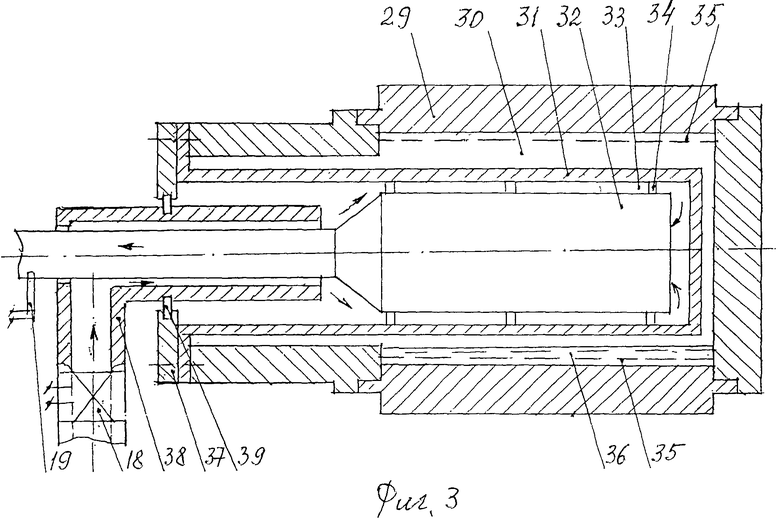
Техническая сущность и принцип действия предложенного устройства поясняются чертежами, на которых на фиг.1 приведен внешний вид заявляемой установки; на фиг.2 - вид А-А на фиг.1; на фиг.3 - продольный разрез разливочного валка.
Заявляемая установка состоит из промежуточного ковша 1, промежуточного устройства 2 для подвода расплава с насадками 3 со щелевыми отверстиями 4, разливочных валков 5, выполненных в виде высокотемпературных тепловых труб, которые связаны с цапфами 6 и с приводом 7 с регулируемым числом оборотов, механизма 8 регулирования зазора между разливочными валками 5. Механизм 8 содержит подшипники 9 с подпятниками 10, муфты 11 с тягами 12, электродвигатель 13. Установка содержит пару боковых вертикальных стенок 14 со вставками 15, устройства 16 для разогрева поверхности разливочных валков 5, пирометра 17, электрического регулятора 18 расхода охлаждающей среды, термопары 19 с системой автоматического регулирования работы валков 5, горячей камеры 20, тянущих валков 21, клети 22 горячей прокатки, зоны вторичного охлаждения 23, ножниц 24, направляющих роликов 25, моталки 26. На поверхности разливочных валков 5 нанесено покрытие 27 из жаропрочной стали. В верхней части валков расположено устройство 28 для контроля уровня заливаемого в валки металла. Разливочный валок 5 состоит из стенки 29, герметичной полости 30, конденсатора 31, выполненного в виде стакана, внутри которого установлена труба 32 для отвода охлаждающей среды, например воды, она установлена с зазором 33 в конденсаторе 31 с использованием центрирующих вставок 34, мелкоячеистой сетки 35 с теплоносителем (например, щелочные металлы - натрий) 36, крышки 37, коллектора 38 для подвода охлаждающей среды с уплотнением 39, электрического регулятора 18 расхода охлаждающей среды.
Установка работает следующим образом. Предварительно перед разливкой металла в разливочные валки 5 включаются устройства 16 для разогрева их поверхности до заданной температуры, контролируемой пирометром 17. Одновременно включается привод 7 валков 5 через цапфы 6. После достижения заданной температуры покрытия 27 валков 5 системой автоматического управления работой валков включается подача жидкого металла из промежуточного ковша 1 через промежуточное устройство 2 с насадками 3 с щелевыми отверстиями 4 в пространство между разливочными валками 5 и парой вертикальных стенок 14 со вставками 15. Сигнал, поступающий от устройства 28, контролирующего уровень заливаемого в валки 5 металла, в систему автоматического регулирования работой валков 5 позволяет согласовать количество поступающего в разливочные валки 5 металла со скоростью получения металлической ленты. Работа разливочного валка 5, выполненного в виде тепловой трубы, осуществляется следующим образом. Сталь, заливаемая в пространство между валками 5, приводит к разогреву их стенок 29 и соответственно теплоносителя 38, частично удерживаемого на сетке 35 при вращении валка. После разогрева стенки 29 и теплоносителя 36 до заданной температуры происходит его кипение с образованием паров, которые заполняют герметичную полость 30. Включают подачу охлаждающей среды в коллектор 38 через регулятор 18 расхода охлаждающей среды, которая далее поступает в зазор 33 между центрирующими вставками 34, охлаждает поверхность конденсатора 31, нагревается и через отверстие в трубе 32 удаляется из валка. Термопара 13, установленная в трубе 22, позволяет фиксировать температуру выходящей охлаждающей среды. Пары теплоносителя 36, заполнившие герметичную полость 30, конденсируются на наружной поверхности конденсатора 31 и в виде конденсата стекают вниз валка. Тепло, выделяющееся при конденсации паров, передается через стенку конденсатора 31 и отводится охлаждающей средой. При увеличении скорости получения металлической ленты системой автоматического регулирования работой валков увеличивается расход охлаждающей среды через электрический регулятор 18 расхода охлаждающей среды, температура которой контролируется по сигналам, поступающим от термопары 19.
В случае необходимости регулирования толщины выходящей из валков 5 ленты системой автоматического регулирования валков включается механизм 8 регулирования зазора между валками 5. При этом электродвигатель 13 приводит в движение муфты 11, а от них тяги 12, закрепленные в подпятниках 10, которые через подшипники 9 передают усилие на цапфы 6 разливочных валков 5, обеспечивая их одновременное схождение или расхождение. Выходящая из валков 5 металлическая лента при помощи тянущих валков 21 попадает в горячую камеру 20 с регулируемой атмосферой, что исключает окисление ленты. Дальнейшая подача металлической ленты в клеть 22 горячей прокати обеспечивает ее пластическую деформацию с повышением механических характеристик металла.
Далее тянущими валками 21 металлическая лента подается в зону вторичного охлаждения 23, где происходит уменьшение температуры ленты. Охлажденная лента обрезается на ножницах 24 и далее через направляющие ролики 25 поступает на скручивание в моталку 26.
Изобретение относится к металлургии. Установка содержит промежуточный ковш (1), промежуточное устройство (2) для подвода расплава через сопла (4), разливочные валки (5), термопару для измерения температуры охлаждающей среды и регулятор ее расхода, устройство для разогрева поверхности разливочных валков (16), пирометр для измерения температуры поверхности валков (17), устройство для контроля уровня заливаемого в разливочные валки металла (28), механизм регулирования зазора между разливочными валками и систему автоматического регулирования работы разливочных валков. Разливочные валки (5) снабжены боковыми вертикальными стенками (14) и выполнены в виде высокотемпературных тепловых труб с подачей охлаждающей среды на охлаждение валков. Сопла (4) промежуточного устройства (2) выполнены в виде насадок из огнеупорного материала со щелевыми отверстиями. Обеспечивается снижение брака лент по трещинам за счет высокой эффективности охлаждения разливочных валков. 1 з.п. ф-лы, 3 ил.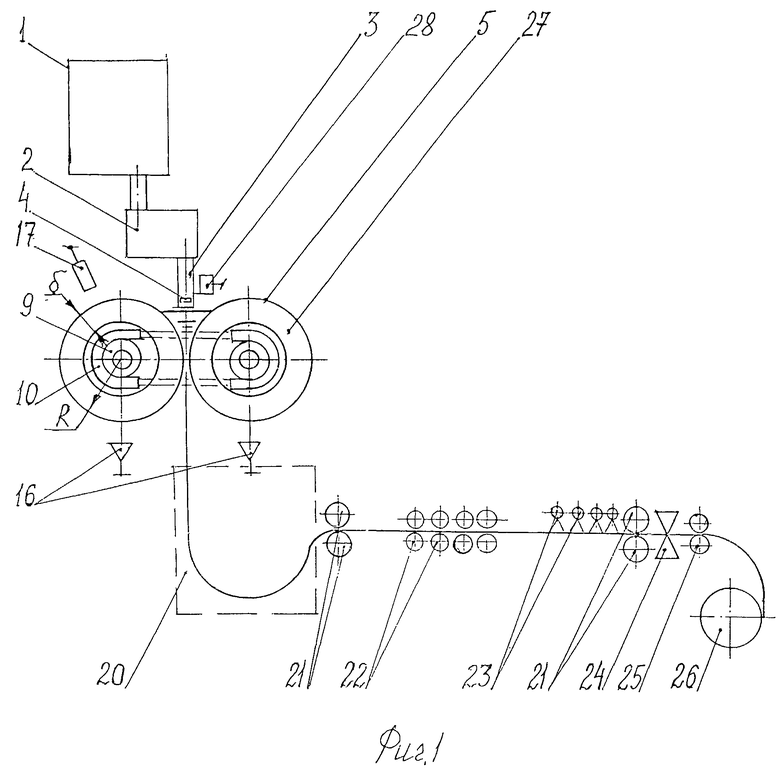
1. Установка для получения непрерывной металлической ленты, содержащая промежуточный ковш, промежуточное устройство для подвода расплава через сопла, разливочные валки, снабженные парой боковых вертикальных стенок, клеть горячей прокатки, зону охлаждения, направляющие ролики, моталки, отличающаяся тем, что она снабжена разливочными валками, выполненными в виде высокотемпературных тепловых труб с подачей охлаждающей среды на охлаждение валков, регулятором расхода охлаждающей среды и термопарой для измерения температуры охлаждающей среды, устройством для разогрева поверхности разливочных валков, пирометром для измерения температуры поверхности валков, устройством для контроля уровня заливаемого в разливочные валки металла, механизмом регулирования зазора между разливочными валками и системой автоматического регулирования работы разливочных валков, при этом сопла промежуточного устройства выполнены в виде насадок из огнеупорного материала со щелевыми отверстиями.
2. Установка по п.1, отличающаяся тем, что на поверхность валков нанесено покрытие из жаропрочной стали толщиной δ, такой, что δ/R=1/25÷1/20, где R - радиус валка.
| СОСИНСКИ Д.ДЖ | |||
| Процесс Castrip - последние достижения на промышленной установке завода Nucor steel | |||
| - Металлургия, декабрь 2008 г., № 12, с.43-46 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ управления режимом работы двухвалкового вертикального кристаллизатора и устройство для его осуществления | 1986 |
|
SU1424951A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ПРОКАТКОЙ РАСПЛАВА | 1991 |
|
RU2026137C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1991 |
|
RU2041768C1 |
| СПОСОБ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА ПРИ ПОЛУЧЕНИИ НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2351429C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| RU 2060099 C1, 20.05.1996 | |||
| US 4674556 A, 23.06.1987. | |||

