Изобретение относится к.литейном производству. Известен открытый чайниковый ков для разливки металла, включакщий сливнЬй носок, сообщаюпщйся со слив ным каналом перекрытым в нижней его части фильтром lj. Однако такое устройство сложно, и за необходимости в кантуницем узле для слива расплава и регулирования скорости его истечения. Недостаточная надежность-, работы обусловлена возможностью засорения фильтра шлаковыми включениями, а недостаточно хорошее качество слитка связано с плохой регулировкой удельной мощности падающей струи, так как фильт рационные струйки после фильтра сливаются в одну струю, а фильтр служит только для задерживания загрязнения и функционально не участвует в процессе разливки. Известно также промежуточное устройство для многоструйнрй разливки стали L2. . . , Оно состоит из открытого футерованного кожуха с установленным в донной его части графито-шамотным блоком,, в котором вьтолнены разливочные отверстия, расположенные по концентрично описанньм окруж ностям. Это устройство сложно из-за необходимости в основном разливочном ковше. Недостаточно хорошее качество слитка обусловлено плохой организацией и стечения расплава в начальный период пополнения промежуточного устройства. Недостаточная надежность работы, связанная с охлаждением и большой вероятность затвердевания металла в разливочных отверстиях. Наиболее- близким к изобретению является устройство для разливки расплава з . Оно включает футерованную емкость, герметично закрываю щую ее горловину съемную футерованную крышку, натекатель газа .и сливное отверстие в днище емкости. К недостаткам устройства относят ся .непроизводительные потери металл из-за недостаточно высокой надежнос ти стопорения расплава, обусловленной возможностью нерегулируемого проникновения атмосферного воздуха через сливное отверстие в емкость. Целью-изобретения является повьппение надежности стопорения расплава в ковше и снижение потерь металла. Поставленная цель достигается тем, что в устройстве для разливки расплава, содержащем герметичную футерованную емкость, с натекателем газа и сливным отверстием в днище, в футеровке днища вокруг сливного отверстия выполнена выемкэ, в которой жестко закреплен жаропрочный элемент с отверстиями, перекрываюпщй сливное отверстие. Диаметр отверстий жаропрочного элемента равен 0,01-0,3 диаметра сливного о.тверс.тия. На чертеже изображено устройство для разливки расплава. Устройство содержит футерованную емкость 1,3 днище которой имеется сливное отверстие 2. Вокруг отверс- тия 2 вьшолнена выемка, в которой, перекрывая сливное отверстие, жестко установлен жаропрочный элемент 3, образующий с боковой поверхностью выемки кольцевую полость 4. Сверху емкость 1 герметично закрыта крьшкой 5, в которой вьтолнены дозаливочное отберстие 6 с пробкой-7 и отверстие, связанное трубой с натекателем газа 8. . Устройство .работает следующим образом.. Емкость 1 с заполненными песком разливочным отверстием 2 и. отверстиями жаропрочного элемента 3 устанавливается под выпускной желоб плавильного агрегата,, заполняется сверху расплавом, герметизируется крьш1кой 5, дозаполняется полностью через отверстие 6, которое закрыва ется пробкой 7. При закрытом натекателе газа 8 ковш ус танавливается разливочным отверстием над кристаллизатором. Затем натекатель. газа 8 открывается, и производится слив расплава через отверстия жаропрочного элемента 3 из емкости ковша в кристаллизатор. Скорость истечения металла регулируется степенью открытия натёкателя и количеством пропускаемого в ем-. кость ковша газа. Кольцевая полость шириной 2-6 диаметров сливного, отверстия и высотой 1-1,5 высоты фильтрационного элемента способствует его хорошему прогреву за счет тепла жидкого металла, препятствует кристаллизации
последнего в отверстия жаропрочного элемента и обеспечивает надежность процесса разливки. Граничные размеры полости выбраны, исходя из того, .что уменьшение ее ширины ниже и увеличение высоты выше указанных значений может привести в первом случае к плохому прогреву элемента и кристаллизации в его отверстиях металла, а во втором нерационально используется полезный объем ковша и требуется дополнительный объем огне-упоров из-за необходимости в толстом днище. Увеличение ширины полости вьш1е и уменьшение высоты ниже указан ньк значений нецелесообразно из-за повышения отхода металла в скрапину на дне ковша,.
Самопроизвольному проникновению атмосферного воздуха через сливное отверстие в полость ковша и нерегулируемому сливу расплава препятствует сила .поверхностного натяжения металла, контактирующего с отверстиями жаропрочного элемента. Величина этой силы растет с уменьшением радиуса отверстий жаропрочного элемента. Граничные значения величины отверстий ; саропрочного элемента составляют 0,01-0,3 дианетра сливного отверстия и рекомендованы, ИСХОДЯ Из следз щего. Снижение размера ниже указанного предела может привести к резкому уменьшению проницаемости жаропрочного элемента и скорости разливг ки ра сплава.. Увеличение размера сверх отмеченного скажется на надеуности разливки из-за возможности самопроизвольного проникновения через сливное отверстие воздуха и нерегулируемого слива расплава. Однрвременно за счет разделения потока металла на фильтрационные струйки уменьшается удельная мощность падающего в кристаллизатор расплава,, его разбрызгивание, улучшается: поверхность слитка и снижается расход изложниц.
Таким образом, изобретение обеспечивает надежное стопорение и управление сливом расплава, что обусловит .снижение потерь металла при зачистке слитков примерно на 25-45% и . из-за бесстрпорных разливок на 3050%..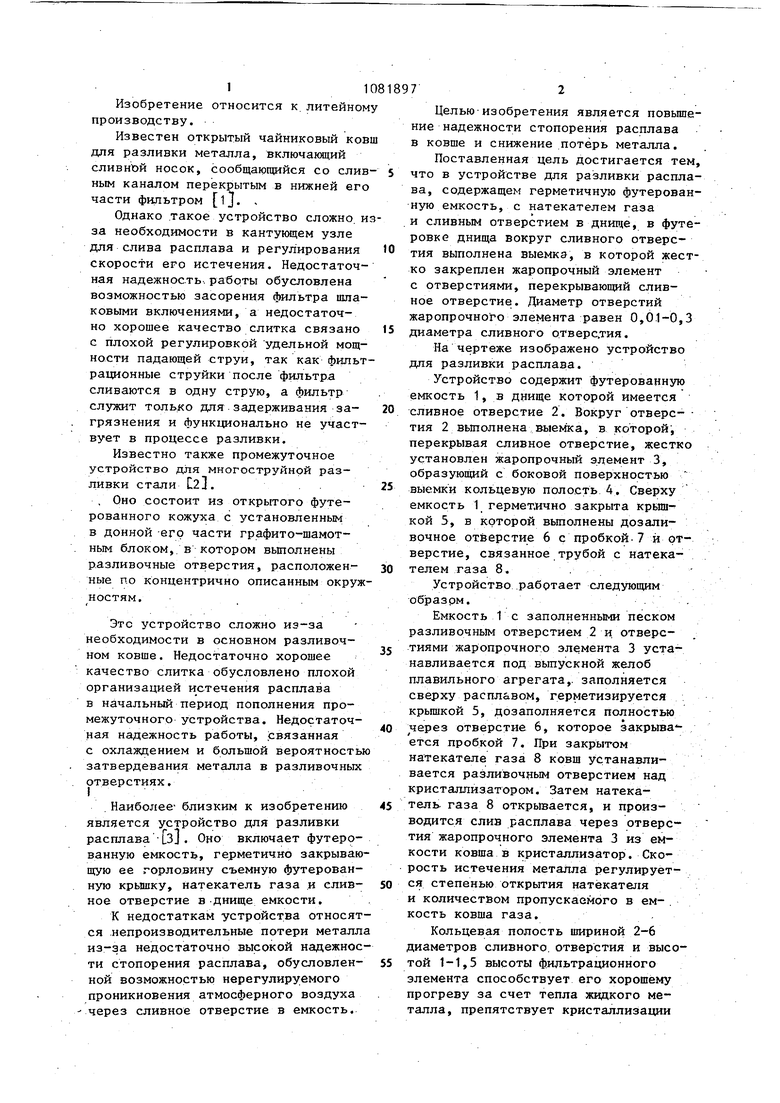

| название | год | авторы | номер документа |
|---|---|---|---|
| Ковш для разливки расплавов | 1981 |
|
SU1007278A1 |
| Ковш для разливки расплавов | 1981 |
|
SU1026364A1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| КОМБИНИРОВАННЫЙ БЕССТОПОРНЫЙ ПРОМЕЖУТОЧНЫЙ КОВШ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ДЛЯ ВАКУУМИРОВАНИЯ РАСПЛАВА МЕТАЛЛА В ПОТОКЕ ПРИ РАЗЛИВКЕ ЕГО ПО ОТДЕЛЬНЫМ КРИСТАЛЛИЗАТОРАМ | 1999 |
|
RU2162768C2 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКИХ СЛИТКОВ ИЗ АНТИФРИКЦИОННЫХ СПЛАВОВ | 2005 |
|
RU2291759C1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2060858C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098226C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037369C1 |
УСТРОЙСТВО ДЛЯ РАЗЛИВКИ РАСПЛАВА, содержащее герметичную футерованную емкость с натекателем газа и сливным отверстием в днище, отличающееся тем, что, с целью повышения надежности стопорения расплава в ковше и снижения потерь металла, в футеровке днища вокруг сливного отверстия вьтолнена выемка, в которой жестко закреплен жаропрочный элемент, перекрывающий сливное отверстие, при этом диаметр отверстий жаропрочного элемента равен 0,01-0,3 диаметра сливного отi верстия. (Л 00 00 ;о 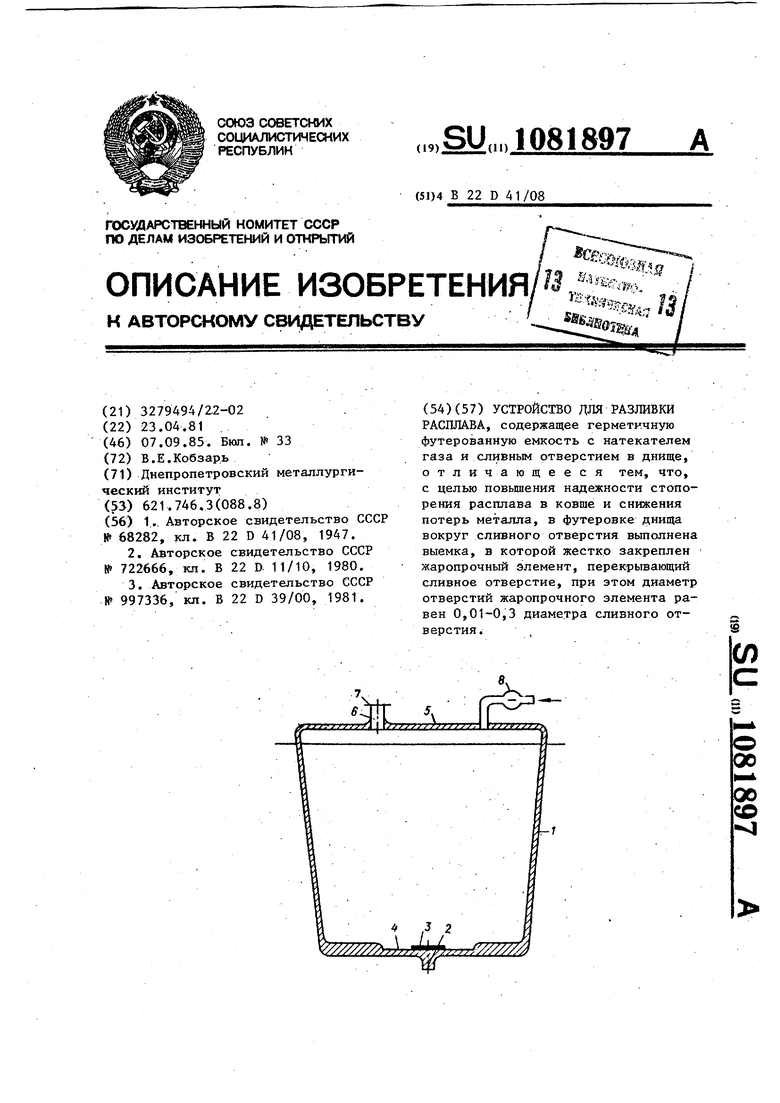
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ковш для разливки металла | 1946 |
|
SU68282A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| i | |||
