Изобретение относится к области литья металлов, конкретно к непрерывной разливке, и может быть использовано для повышения надежности машины непрерывного литья заготовок, снижения себестоимости и трудоемкости получаемого слитка.
Аналогичные решения известны. Например, приведенное в описании к а.с. SU №1713727, кл. B22D 11/10. Известный из описания стакан содержит бурт с определенной длиной, толщиной и конусностью, установленный в кристаллизаторе; полость стакана соединена с полостью металлоприемника. Стакан изготавливается из пирофиллита механической обработкой с последующей термообработкой.
Наиболее близким решением к заявленному является решение, приведенное в описании к а.с. SU №1077141, кл. B22D 11/10. Установка содержит футерованную разливочную емкость, соединенную с кристаллизатором бикерамическим металопроводом с расположенным на нем индуктором, и ролики для вытягивания заготовки. Перед началом работы внутреннюю стенку кристаллизатора охлаждают водой, индуктором нагревают металлопровод до температуры разливаемого металла, заполняют разливочную емкость жидким металлом. В процессе разливки жидким металлом заполняется металлопровод и часть кристаллизатора; с помощью роликов производится плавное вытягивание заготовки.
По мнению авторов, предложенная конструкция, материал и технология изготовления металлопровода повышают его долговечность, стабильность процесса литья и качество заготовок. Однако прототип не может обеспечить достаточную надежность передачи жидкого металла из металлоприемника в кристаллизатор в связи с тем, что он изготовлен из хрупкого материала, который может разрушиться в процессе монтажа или работы, что приведет к серьезной аварии (прорыву металла между кристаллизатором и металлоприемником). К недостаткам прототипа также следует отнести сложность его герметичного сопряжения с кристаллизатором и металлоприемником, а также высокую трудоемкость и себестоимость его изготовления.
Анализ аналогов, прототипа и других технических решений, в частности публикаций корпорации "Kawasaki Steel Corporation", Япония, показал, что отсутствие решений, обеспечивающих достаточную надежность подвода металла из металлоприемника в кристаллизатор, не приводит к требуемому результату.
Задачей изобретения является сведение к минимуму вероятности прорыва жидкого металла между кристаллизатором и металлоприемником.
Задача решена за счет того, что в отличие от известного решения, содержащего металлоприемник, кристаллизатор и соединяющий их стакан-металлопровод, в предлагаемом стакан-металлопровод представляет собой заключенный между размещенной внутри стакана оправкой соответствующего сечения и размера и наружным кожухом жаропрочный бетон.
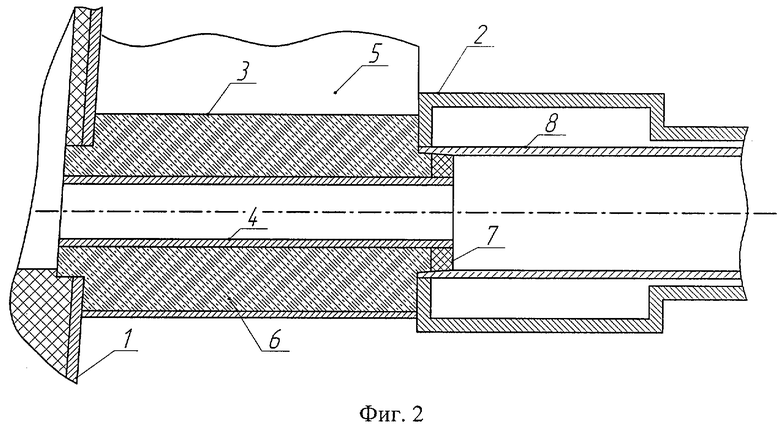
На чертежах представлено предлагаемое решение, где на фиг.1 изображена общая схема установки для горизонтальной непрерывной разливки металлов, на фиг.2 - укрупненно узел соединения стакана с металлоприемником и кристаллизатором.
Установка содержит металлоприемник 1, выполняющий функцию разливочной емкости, кристаллизатор 2. Между кристаллизатором 2 и металлоприемником 1 установлен связанный с ними стакан-металлопровод 3, который представляет собой заключенный между размещенной внутри стакана оправкой 4 и наружным кожухом 5 жаропрочный бетон 6. Стакан-металлопровод 3 изготавливается таким образом, чтобы обеспечить плотный прижим разделительного кольца 7 к гильзе кристаллизатора 8.
Конфигурация и размер оправки выбираются исходя из конфигурации и размера металлопровода. В качестве жаропрочного бетона используют, например, саморастекающуюся низкоцементную массу для монолитных футеровок марки ССМН-90, выдерживающую без повреждений температуру до 1700°С.
Работа устройства осуществляется следующим образом. В полость между оправкой 4 и кожухом 5 подают жаропрочный бетон, который помимо заполнения полости между ними проникает в зазоры и щели между кристаллизатором 2 и стаканом 3 с одной стороны и стаканом и металлоприемником 1 с другой стороны, что обеспечивает герметичное и надежное соединение этих элементов, а также плотный и надежный прижим разделительного кольца 7 к гильзе кристаллизатора 8.
После затвердевания бетона оправка 4 либо извлекается, либо в процессе работы устройства после подачи металла в кристаллизатор 2 оправка расплавляется и постепенно переходит в металл получаемого слитка. Кожух 5 для работы устройства не требуется, он может быть удален после затвердевания бетона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки | 1985 |
|
SU1268283A1 |
| Устройство для непрерывного горизонтального литья стали | 1983 |
|
SU1119769A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| Способ непрерывного литья слитков и устройство для его осуществления | 1989 |
|
SU1740123A1 |
| СОВМЕЩЕННЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2353465C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191090C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2393939C1 |

Изобретение относится к области металлургического производства, в частности к непрерывной разливке металлов. Установка содержит металлоприемник, кристаллизатор и соединяющий их стакан-металлопровод. Стакан-металлопровод содержит оправку, наружный кожух и размещенный между ними жаропрочный бетон. Достигается снижение вероятности прорывов жидкого металла между кристаллизатором и металлоприемником. 2 ил.
Установка для непрерывной горизонтальной разливки металлов, содержащая металлоприемник, кристаллизатор и соединяющий их стакан-металлопровод, отличающаяся тем, что стакан-металлопровод выполнен в виде оправки, наружного кожуха и размещенного между ними жаропрочного бетона.
| Металлопровод горизонтальной установки непрерывного литья | 1982 |
|
SU1077141A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАТЕЛЬНОГО УСТРОЙСТВА ДЛЯ ПЕРЕМЕЩЕНИЯ ЖИДКОГО МЕТАЛЛА И НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ЖИДКОГО МЕТАЛЛА, ИЗГОТОВЛЕННОЕ ДАННЫМ СПОСОБОМ | 1995 |
|
RU2107237C1 |
| КАЩЕЕВ И.Д | |||
| и др | |||
| Огнеупоры для промышленных агрегатов и топок, Справочник, Книга 2 Служба огнеупоров | |||
| - М.: Интермет Инжиниринг, 2002, с.258 абз.2, с.245 абз.1 | |||
| КАЩЕЕВ И.Д | |||
| Производство огнеупоров | |||
| - М.: Металлургия, 1993, с.200-213 | |||
| Установка для горизонтальной непрерывной разливки металлов | 1977 |
|
SU753529A1 |
| Узел соединения металлоприемника и кристаллизатора горизонтальной установки непрерывной разливки | 1969 |
|
SU338047A1 |

