Известны устройства для дозирования расплава, включающие герметичную емкость с трубопроводами для подвода сжатого газа, металлопроводы, датчики и сливной .
Однако такие устройства не могут быть использованы для дозировки жидких расплавов в две или более литейные машины.
Описываемое устройство отличается тем, что каждый металлопровод снабжен механизмом запирания, выполненным в виде корпуса с подвижной частью и клапанным устройст.вом и связанным при помощи щарнирно-ррлчажной системы .с пневмоцилиндром, причем сливной конец металлопровода окружен буртом, образующим вместе с подвижной частью запорного механизма герметичную полость, которая трубопроводом соединена с емкостью дозатора. Это позволяет производить дозирование в две или более литейные машины.
На чертеже представлено описываемое устройство.
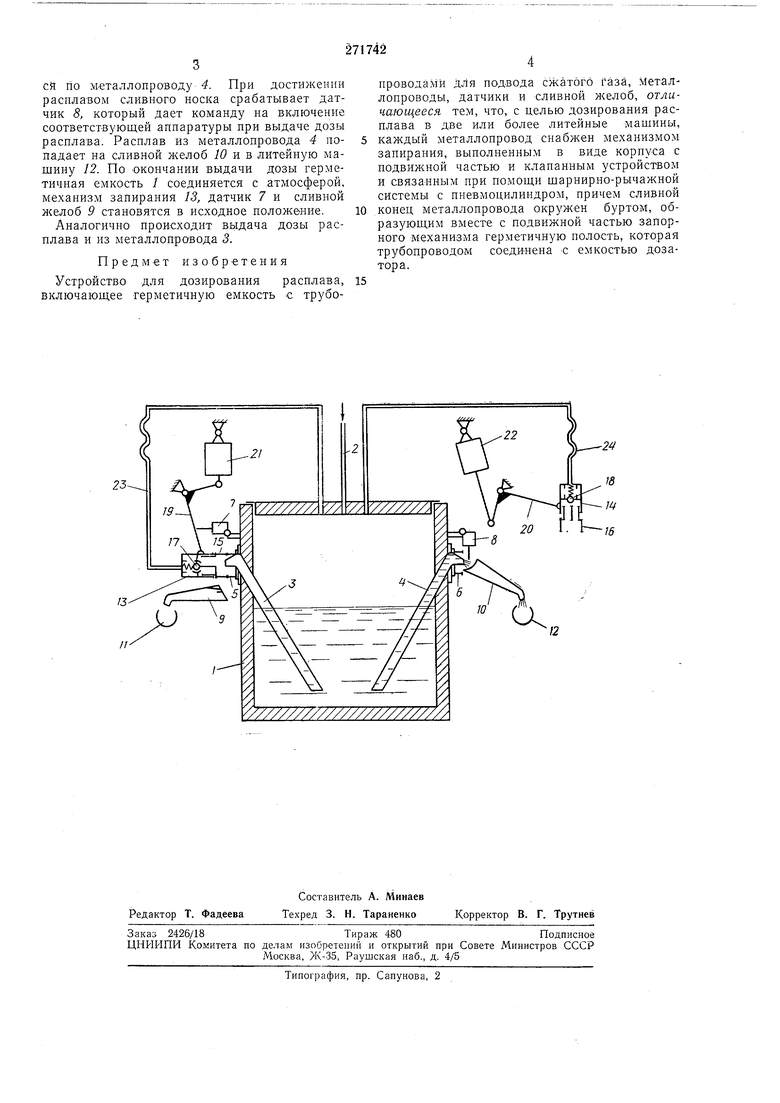
Оно содержит герметичную емкость / с трубопроводом 2 для подвода сжатого газа, два металлопровода 3 Ч1 4 со сливными носками, окруженными буртами 5 и 6, два датчика 7 и S, контролирующих выход жидкого сплава из металлопроводов 3 и 4, два сливных желоба 9 и 10, подающих расплав к литейным мащинам } и 12. Для запирания металлопроводов 3 и 4 применены два механизма запирания 13
и 14. Кал-сдый механизм запирания 13 и 14 состоит из корпусов с подвижными частями 15 и 16 и открывающихся клапанов 17 и /8 и связан рычажно-щарнирной системой 19 и 20 с пневмоцилиндрами 21 и 22, слул-;ащими в качестве приводов механизмов запнрания 13 и 14, которые соединены трубопроводами 23 и 24 с емкостью дозатора.
Принцип действия устройства для дозирования следующий. Металлопроводы 3 -к 4 запираются в любой очередности. Если выдать дозу расплава из металлопровода 4, то подается команда на запирание металлопровода 3. Датчик 8 и сливной 10 становятся в рабочее полол ение. Пневмоцилиндр 21 при помощи щариирно-рычалчной системы 19 перемещает механизм запира«ия 13 к металлопроводу 3. В механизме запирания 13 подвил ная часть 15 вместе с буртом 5 образуют герметичную полость вокруг сливного носка металлопровода 3. Далее открывается клапан 17, и образованная герметичная полость соединяется при помощи трубопровода 23 с емкостью / дозатора. После закрытия металлопровода 3 срабатывает блокирующее устройство и подается команда на нодачу определенного количества сжатого газа через трубопровод 2 в емкость дозатора.
ей rio м-еталлопроводу 4. При достижении расплавом сливного носка срабатывает датчик 8, который дает команду на включение соответствующей аппаратуры при выдаче дозы расплава. Расплав из металлопровода 4 попадает на сливной желоб 10 и в литейную машину 12. По окончании выдачи дозы герметичная емкость 1 соединяется с атмосферой, механизм запирания 13, датчик 7 и сливной желоб 9 становятся в исходное положение.
Аналогично происходит выдача дозы расплава и из металлопровода 5.
Предмет изобр-е тения
Устройство для дозирования расплава, включающее герметичную емкость с трубопроводами для подвода сжатого Газа, металлопроводы, датчики и сливной желоб, отличающееся тем, что, с целью дозирования расплава в две или более литейные машины, каждый металлопровод снабжен механизмом запирания, выполненным в виде корпуса с подвижной частью и клапанным устройством и связанным при помощи шарнирно-рычажной системы с пневмоцилиндром, причем сливной
конец металлопровода окружен буртом, образующим вместе с подвижной частью запорного механизма герметичную полость, которая трубопроводом соединена € емкостью дозатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пневматического дозирования расплава | 1977 |
|
SU691241A1 |
| Устройство для пневматического до-зиРОВАНия РАСплАВА | 1979 |
|
SU806251A1 |
| Устройство для дозирования жидкого металла | 1982 |
|
SU1034834A1 |
| Устройство для пневматического дозирования расплава | 1986 |
|
SU1388192A1 |
| Дозатор жидкого металла | 1975 |
|
SU517795A1 |
| Установка для литья под низким давлением | 1975 |
|
SU534306A1 |
| Устройство для дозирования нестабильных растворов | 1982 |
|
SU1049745A1 |
| Устройство для пневматического дозирования расплава | 1985 |
|
SU1297989A1 |
| Установка для изготовления растворимых стержней | 1982 |
|
SU1087247A1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВТУЛОК | 1991 |
|
RU2015831C1 |
