(Л
эо
00
|Р
puf I
138
6 ниже заданного, включается впускной клапан 16. Сигнал об уровне металла в трубопроводе 6 с датчика 1 поступает в регулятор 5 уровня,где сравнивается с заданием. Если уровень металла не.равен заданному, включается клапан 7 подачи воздуха в емкость 3 или клапан 8 для .сообщения емкости 3 с атмосферой. При уров2
не металла, равном заданному, сигнал от датчика 1 включает реле 4 времени. При достижении металлом пресс- камеры 29 срабатьшает датчик 28 наличия металла, запирается схема 31 И. Таймер 32 останавливается, а в блоке 33 умножения определяется продолжительность заливки заданной дозы металла. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пневматического дозирования расплава | 1985 |
|
SU1297989A1 |
| Устройство для дозирования расплава | 1985 |
|
SU1308427A1 |
| Устройство для дозирования расплава | 1984 |
|
SU1235653A1 |
| Система управления подачей технологических газов в конвертор при донной продувке | 1988 |
|
SU1539212A1 |
| Устройство управления конверторной плавкой | 1988 |
|
SU1539211A1 |
| Устройство для автоматического управления процессом литья | 1989 |
|
SU1653894A1 |
| Устройство контроля содержания углерода в ванне конвертера | 1983 |
|
SU1097684A1 |
| Устройство для дозирования жидкого металла | 1988 |
|
SU1533831A2 |
| Устройство регулирования скорости пресс-поршня машины литья под давлением | 1988 |
|
SU1526900A1 |
| Устройство определения момента раскрытия пресс-формы машины литья под давлением | 1990 |
|
SU1741963A1 |
Изобретение относится к литейному производству и предназначено для пневматического дозирования расплава. Цель изобретения - повышение точности дозирования. Сущность изобретения заключается в том, что сигнал от измерителя 15 давления поступает на регулятор 14 давления, где сравнивается с заданием. В случае превышения.задания по давлению включается выпускной клапан 17. В случае, если давление в трубопроводе
1
Изобретение относится к дитейному производству, а именно к управлению дозаторами машин литья под давлением
Целью изобретения является повышение точности дозирования.
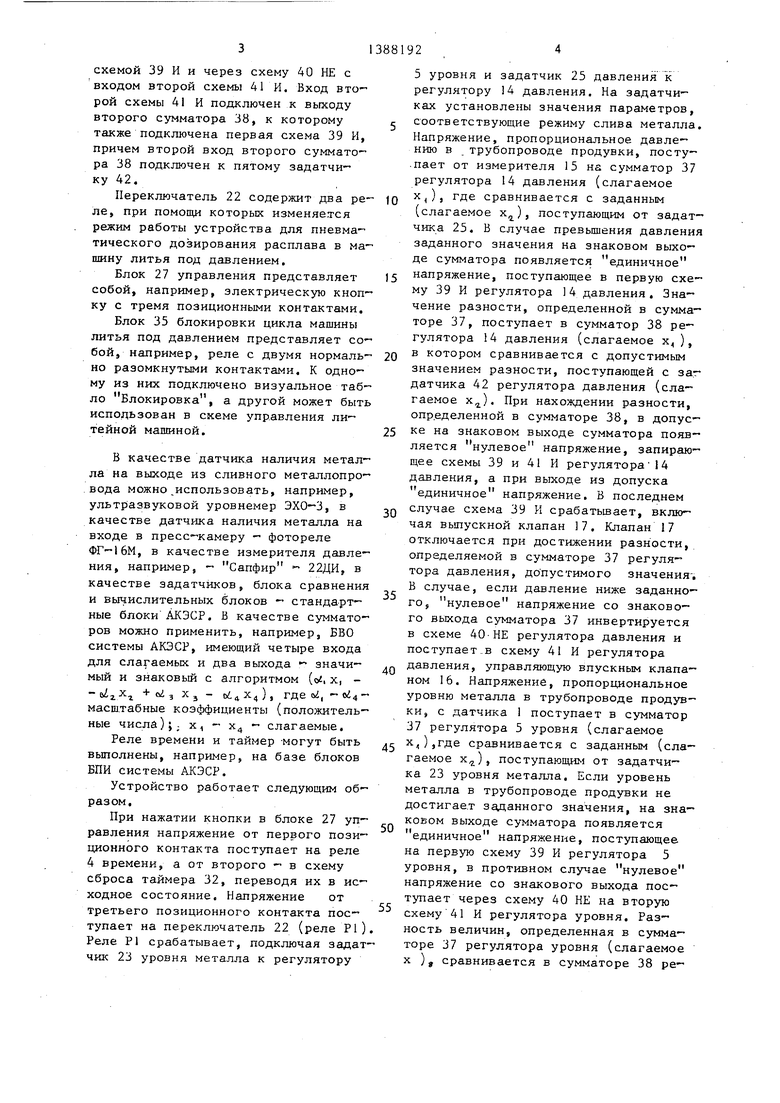
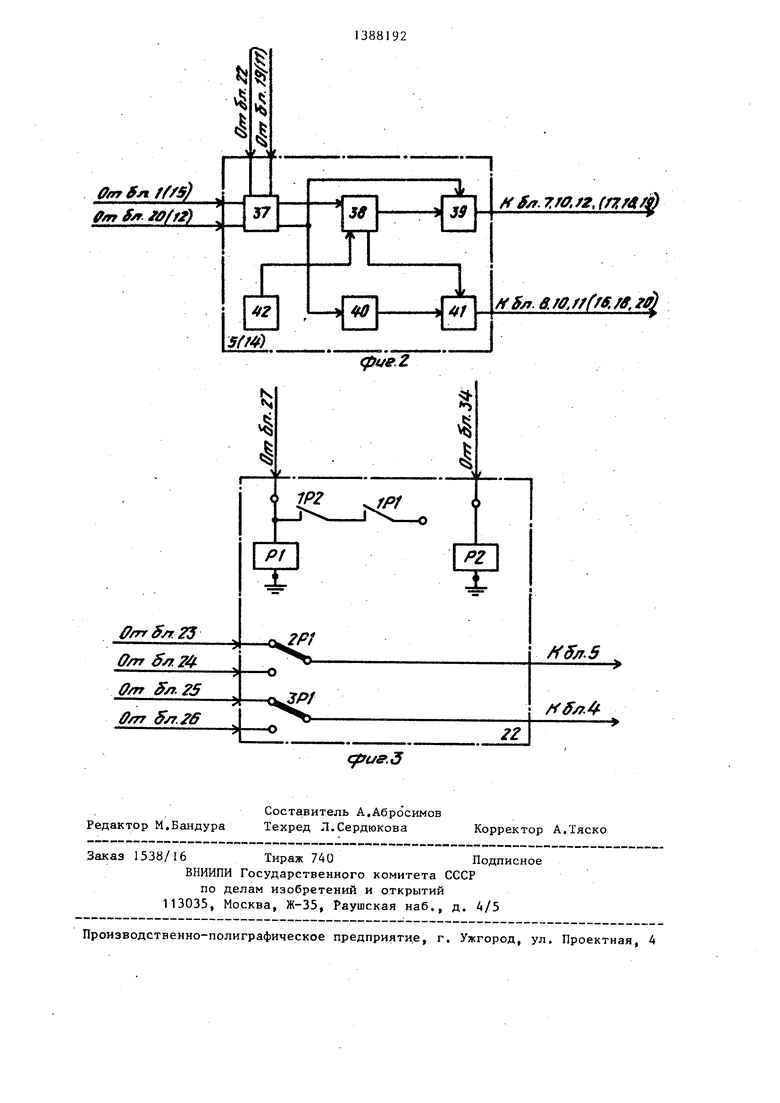
На фиг.1 представлена блок-схема устройства для пневматического дозирования расплава в машину литья под давлением; на фиг.2 - внутренняя структура регуляторов уровня и давления (в скобках указаны номера блоков регулятора давления); на фиг.З - внутренняя структура переключателя.
Устройство для пневматического дозирования расплава содержит датчик 1 наличия металла на выходе из сливного металлопровода 2 герметичной емкости 3, который соединен с реле 4 времени и регулятором 5 уровня в трубопроводе 6 продувки. Выход регулятора 5 уровня соединен с впускным и вьтускным клапанами 7 и 8, установленными на трубопроводе 9 для создания рабочего давления в емкости, с первой схемой 10 ШЖ, первым и вторы ключам II и 12, вход которых также связан через первый блок 13 умножения с первой схемой 10 ИЛИ. Выходы ключей 11 и 12 соединены с регулятором 14 давления в трубопроводе продувки. Вход регулятора 14 также соединен с измерителем 15 давления, а выход - с впускным и выпускным клапанами 1 6 и 17 сжатого газа, например воздуха в трубопроводе продувки,второй схемой 18 ИЛИ, третьим и четвертым ключами 19 и 20. Входы ключей 19 и 20 также соединены через второй блок 21 умножения с второй схемой 18 ИЛИ, а выходы - с регулятором 5
уровня. Вход регулятора 5 уровня соединен также . через переключатель 22 с задатчиками 23 и 24 соответственно уровня металла в трубопроводе продувки в режиме слива и .хранения металла, а вход регулятора 14 давления в трубопроводе продувки соединен через переключатель 22 с задатчиками 25 и 26 давления металла в трубопроводе продувки в режиме слива и хранения металла. Вход переключателя 22 соединен с блоком 27 управления, которьй также связан с реле 4 времени. Датчик 28 наличия металла на входе в пресс-камеру 29 машины литья под давлением соединен через схему 30 НЕ и схему 31 И с таймером 32, аналоговый выход которого соединен с входом третьего блока 33 умножения, а пози- ционньй - с третьей схемой 34 ИЛИ и блоком 35 блокировки цикла машины литья под давлением. Схема сброса таймера 32 соединена с блоком 27 управления. Вход блока 36 сравнения соединен с выходом третьего блока 33 умножения, схема включения которого связана с выходом схемы 30 НЕ. Вход третьей схемы 34 ИЛИ через блок 36 сравнения соединен с выходом реле 4 времени, а выход - с переключателем 22. Второй вход схемы 31 И подключен к датчику 1 наличия металла на выходе из сливного металлопро- вода.
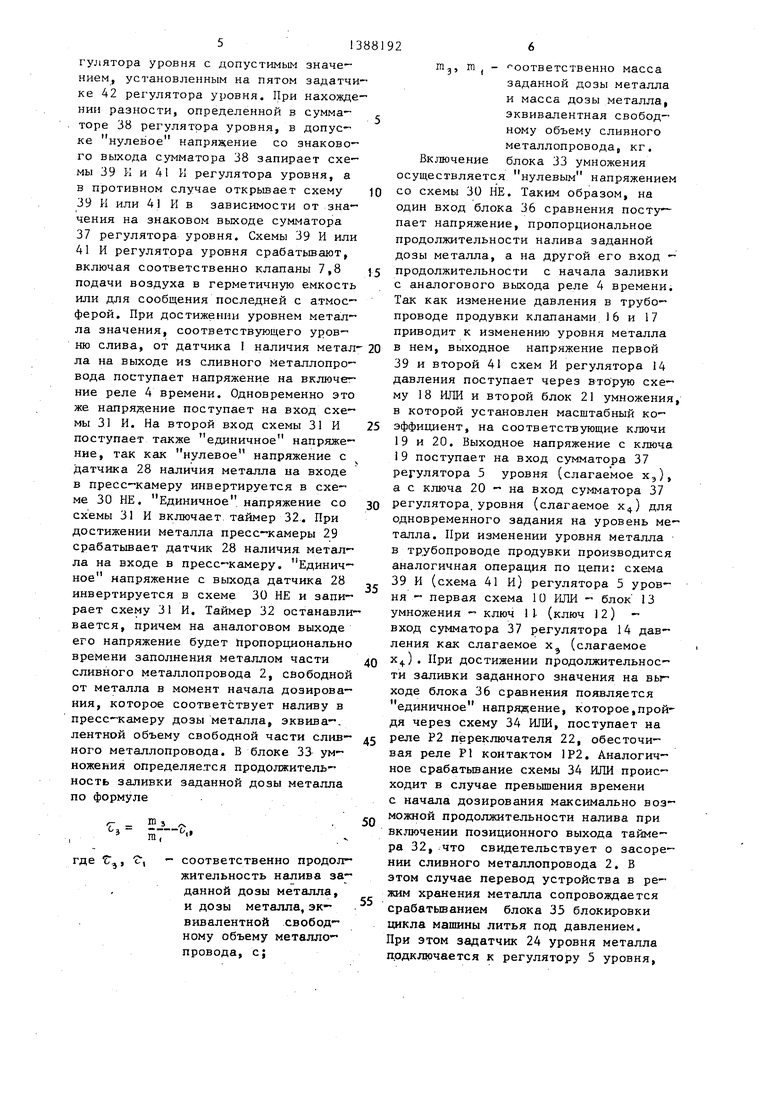
Регуляторы 5 и 14 могут быть выполнены аналогично регуляторам в прототипе и содержат первый сумматор 37, первый вькод которого соединен с вторьм входом второго сумматора 38, а второй непосредственно, с первой
схемой 39 И и через схему 40 НЕ с входом второй схемы 41 И. Вход вто рой схемы 41 И подключен к выходу второго сумматора 38, к которому также подключена первая схема 39 И, причем второй вход второго суммато ра 38 подключен к пятому задатчи- ку 42.
Переключатель 22 содержит два реле, при помощи которых изменяется режим работы устройства для пневматического дозирования расплава в машину литья под давлением.
Блок 27 управления представляет собой, например, электрическую кнопку с тремя позиционными контактами.
Блок 35 блокировки цикла машины литья под давлением представляет собой, например, реле с двумя нормально разомкнутыми контактами. К одному из них подключено визуальное табло Блокировка, а другой может быть использован в схеме управления литейной машиной.
В качестве датчика наличия металла на выходе из сливного металлопро- вода можно ,использовать, например, ультразвуковой уровнемер ЭХО-3, в качестве датчика наличия металла на входе в пресс-камеру - фотореле ФГ-16М, в качестве измерителя давления, например, - Сапфир - 22ДИ, в качестве задатчйков, блока сравнения и вычислительных блоков - стандартные блоки АКЭСР. В качестве сумматоров можно применить, например, БВО системы АКЭСР, имеющий четыре входа для слагаемых и два выхода значимый и знаковый с алгоритмом (oi, X| - - Xj - ), где ui, - oi4 - масштабные коэффициенты (положительные числа);; х, х - слагаемые.
Реле времени и таймер -могут быть вьтолнены, например, на базе блоков БПИ системы АКЭСР.
Устройство работает следующим образом.
При нажатни кнопки в блоке 27 управления напряжение от первого позиционного контакта поступает на реле 4 времени, а от второго - в схему сброса таймера 32, переводя их в исходное состояние. Напряжение от третьего позиционного контакта поступает на переключатель 22 (реле Р1 Реле Р1 срабатывает, подключая зада чик 23 уровня металла к регулятору
5 уровня и задатчик 25 давления к регулятору 14 давления. На задатчи- ках установлены значения параметров, соответствующие режиму слива металла. Напряжение, пропорциональное давлению в трубопроводе продувки, посту-
.пает от измерителя 15 на сумматор 37 регулятора 14 давления (слагаемое
Х(), где сравнивается с заданным
(слагаемое х), поступающим от задат- чика 25. В случае превьшения давления заданного значения на знаковом выходе сумматора появляется единичное
напряжение, поступающее в первую схему 39 И регулятора 14 давления. Значение разности, определенной в сумматоре 37, поступает в сумматор 38 регулятора 14 давления (слагаемое х ),
Q в котором сравнивается с допустимым значением разности, поступающей с заг датчика 42 регулятора давления (слагаемое х). При нахождении разности, определенной в сумматоре 38, в допус-
5 ке на знаковом выходе сумматора появляется нулевое напряжение, запирающее схемы 39 и 41 И регулятора 14 давления, а при выходе из допуска единичное напряжение. В последнем
Q случае схема 39 Я срабатьшает, включая выпускной клапан 17. Клапан 17 отключается при достижении разности, определяемой в сумматоре 37 регулятора давления, допустимого значения , В случае, если давление ниже заданного, нулевое напряжение со знакового выхода сумматора 37 инвертируется в схеме 40-НЕ регулятора давления и поступает в схему 41 И регулятора давления, управляющую впускным клапаном 16. Напряжение, пропорциональное уровню металла в трубопроводе продувки, с датчика 1 поступает в сумматор 37 регулятора 5 уровня (слагаемое
с х),где сравнивается с заданным (слагаемое х), поступающим от задатчи- ка 23 уровня металла. Если уровень металла в трубопроводе продувки не достигает заданного значения, на знаковом выходе сумматора появляется единичное напряжение, поступающее на первую схему 39 И регулятора 5 уровня, в противном случае нулевое напряжение со знакового выхода поступает через схему 40 НЕ на вторую схему 41 И регулятора уровня. Разность величин, определенная в сумматоре 37 регулятора уровня (слагаемое X )g сравнивается в сумматоре 38 ре-
гулятора уровня с допустимым значением, установленным на пятом задатчи ке 42 регулятора уровня. При нахождении разности, определенной в сумматоре 38 регулятора уровня, в допуске нулевое напряжение со знакового выхода сумматора 38 запирает схемы 39 К и 41 И регулятора уровня, а в противном случае открьшает схему 39 И или 41 Ив зависимости от значения на знаковом выходе сумматора 37 регулятора уровня. Схемы 39 И или 41 И регулятора уровня срабатьшают, включая соответственно клапаны 7,8 подачи воздуха в герметичную емкость или для сообщения последней с атмосферой. При достижении уровнем металла значения, соответствующего уровню слива, от датчика I наличия метал ла на выходе из сливного металлопро- вода поступает напряжение на включег- ние реле 4 времени. Одновременно это же напряжение поступает на вход схемы 31 И. На второй вход схемы 31 И поступает также единичное напряжение, так как нулевое напряжение с датчика 28 наличия металла на входе в пресс-камеру инвертируется в схеме 30 НЕ. Единичное напряжение со схемы 31 И включает таймер 32. При достижении металла пресс-камеры 29 срабатывает датчик 28 наличия металла на входе в npecc-KciMepy. Единичное напряжение с выхода датчика 28 инвертируется в схеме 30 НЕ и запирает схему 31 И. Таймер 32 останавливается, причем на аналоговом выходе его напряжение будет Пропорционально времени заполнения металлом части сливного металлопровода 2, свободной от металла в момент начала дозирования, которое соответствует наливу в пресс-камеру дозы , эквива-. лентной объему свободной части слив- ного металлопровода. В блоке 33 умножения определяется продолжительность заливки заданной дозы металла по формуле
m
го,
, с, - соответственно продолжительность налива заданной дозы металла, и дозы металла, эквивалентной свободному объему металлопровода, с;
0
5
5
0 о д
0
0
5
fflj, m I - соответственно масса заданной дозы металла и масса дозы металла, эквивалентная свободному объему сливного металлопровода, кг. Включение блока 33 умножения осуществляется нулевым напряжением со схемы 30 НЕ. Таким образом, на один вход блока 36 сравнения посту- пает напряжение, пропорциональное продолжительности налива заданной дозы металла, а на другой его вход - продолжительности с начала заливки с аналогового выхода реле 4 времени. Так как изменение давления в трубопроводе продувки клапанами 16 и 17 приводит к изменению уровня металла в нем, выходное напряжение первой 39 и второй 41 схем И регулятора 14 давления поступает через вторую схему 18 ИЛИ и второй блок 21 умножения, в которой установлен масштабный коэффициент, на соответствующие ключи 19 и 20. Выходное напряжение с ключа 19 поступает на вход сумматора 37 регулятора 5 уровня (слагаемое х,), а с ключа 20 - на вход сумматора 37 регулятора, уровня (слагаемое х) для одновременного задания на уровень металла. При изменении уровня металла в трубопроводе продувки производится аналогичная операция по цепи: схема 39 И (схема 41 И) регулятора 5 уровня - первая схема 10 ИЛИ - блок 13 умножения - ключ 1 1- (ключ 12) - вход сумматора 37 регулятора 14 давления как слагаемое х (слагаемое х) . При достижении продолжительности заливки заданного значения на выходе блока 36 сравнения появляется единичное напряжение, которое,пройдя через схему 34 ИЛИ, поступает на реле Р2 переключателя 22, обесточивая реле Р1 контактом 1Р2. Аналогичное срабатьюание схемы 34 ИЛИ происходит в случае превышения времени с начала дозирования максимально возможной продолжительности налива при включении позиционного выхода таймера 32, что свидетельствует о засорении сливного металлопровода 2. В этом случае перевод устройства в режим хранения металла сопровождается срабатьюанием блока 35 блокировки цикла машины литья под давлением. При этом задатчик 24 уровня металла додключается к регулятору 5 уровня.
71
а задатчик 26 давления - к регулятору 14 давления. На задатчиках ус- тановлены значения параметров,соответствующие режиму хранения металла. Регуляторы отрабатьшают значения параметров, прерьшая струю металла. Использование устройства для дозирования расплава в машину литья под давлением позволяет осуществить дозирование с более высокой точностью, выход годного увеличивается на 0,3 % (соответственно снижается возврат), увеличивается производительность дозатора (время дозирова- ния снижается на 1-2 %).
Формула изобретени.я
Устройство для пневматического
дозирования рйсплава преимущественно в машине литья под давлением,содержащее герметичную емкость со сливным металлопроводом, - датчик наличия металла на выходе из сливного металлопровода, соединенный с реле времени, источник сжатого газа и трубопровод для создания рабочего давления в емкости с впускным и выпускным клапанами, трубопровод продувки расп лава, измеритель и регулятор давлегг ния в трубопроводе продувки, регулятор уровня в трубопроводе продувки, переключ атель, блок управления, два задатчика давления металла в трубопроводе продувки в режиме слива и хранения металла, два задатчика уровня металла в трубопроводе продувки в режиме слива и хранения металла, две схемы ИЛИ, два блока умножения и четыре ключа, причем регулятор уровня в трубопроводе продувки соединен с датчиком наличия металла на выходе из сливного металлопровода, вьтол ненного в виде датчика уровня, вход регулятора уровня соединен через переключатель, соединенный с блоком управления, с задатчиками уровня ме- талла в трубопроводе продувки в режиме слива и хранения металла, а вы
8
- 5
0
5 0 д С
5
ход - с впускным и выпускным клапанами сжатого газа в емкости, вход регулятора давления в трубопроводе продувки соединен через переключатель с задатчиками давления металла в трубопроводе продувки в режиме слива и хранения металла, а выход - с впускным и выпускным клапанами сжатого газа в трубопроводе продувки,причем выходы регулятора уровня через первую схему ШШ и первый блок умножения, первый и второй ключ соединены с входами регулятора давления, а выходы регулятора давления через вторую схему и второй блок умножения третий и четвертый ключ соединены с входами регулятора уровня, причем выходы регулятора уровня соединены с первым и вторым, а выходы регулятора давления - с третьим и четвертым ключами, впускной клапан соединен с источником сжатого газа, отличающееся тем, что, с целью повьшения точности дозирования, оно снабжено датчиком наличия металла на входе в пресс-камеру машины литья под давлением, схемами И, НЕ,третьей схемой ИЛИ, таймером, третьим блоком умножения,, блоками сравнения и блокировки цикла машины литья под давлением, причем датчик наличия металла нв входе в пресс-камеру соединен через схему НЕ и схему И с таймером, аналоговьй выход которого соединен с входом третьего блока умножения, а позиционный - с -третьей схемой ИЛИ и блоком блокировки цикла машины литья под давлением, а схема сброса таймера соединена с блоком управления, вход блока сравнения соединен .с выходом третьего блока умножения, схема включения которого соединена с выходом схемы НЕ, вход третьей схемы ИЛИ через блок сравнения соединен с выходом реле времени, а выход - с переключателем, второй вход схемы И подсоединен к датчику наличия металла на выходе из сливного металло- провода.
| Устройство для пневматического до-зиРОВАНия РАСплАВА | 1979 |
|
SU806251A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для пневматического дозирования расплава | 1977 |
|
SU691241A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для пневматического дозирования расплава | 1985 |
|
SU1297989A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
