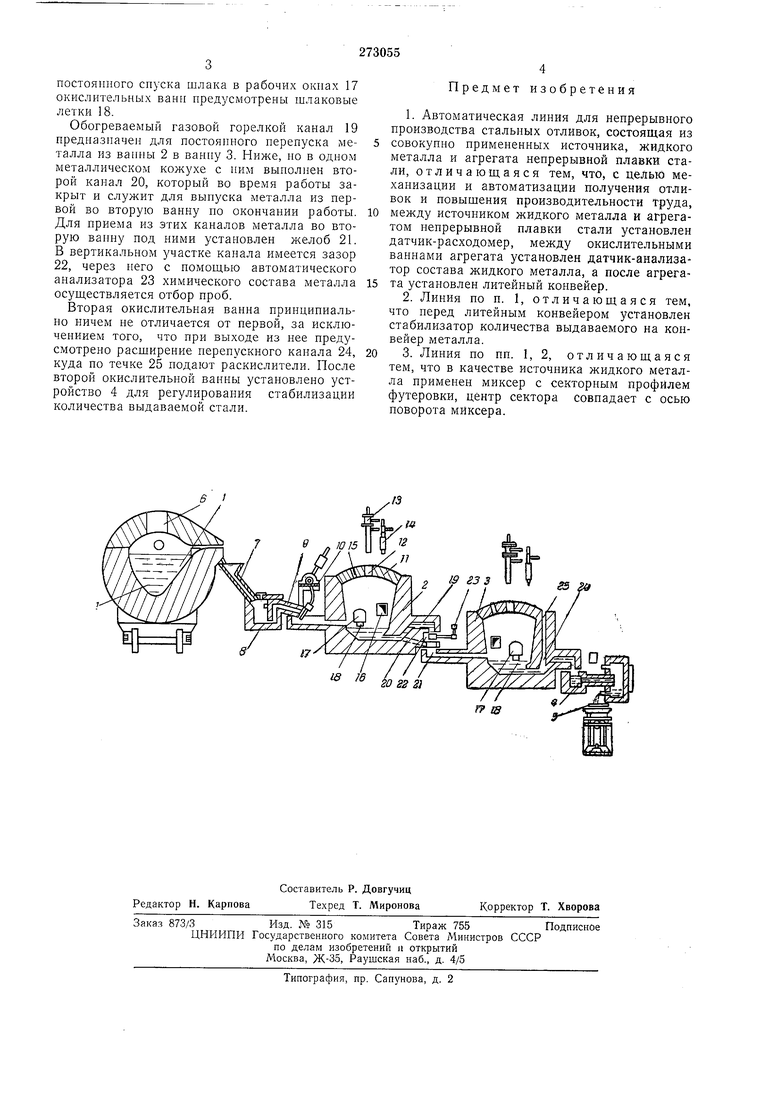
Известны различные устройства, служан ие для выполнеиия технологических операций, связанных с производством стальных отливок, в том числе раздельно применяемьге устройства непрерывного действия: сталеплавильные агрегаты, автоглатические линии установки для автоматической заливки металла. Однако эти раздельные самостоятельные устройства не позволяют создать единый механизированный и автоматизированный технологический процесс производства литья из-за отсутствия устройств, синхронизирующих работу отдельных узлов. Цель изобретения - повышение производительности труда за счет полной механизации и автоматизации всех операций получения отливок. Предлагаемое устройство отличается тем, что между источником жидкого металла и агрегатом непрерывной нлавки стали установлен датчик-расходомер, между окислительными ваннами агрегата установлен датчик-анализатор состава жидкого металла, а после агрегата установлен литейный конвейер. Перед литейным конвейером установлен стабилизатор количества выдаваемого на конвейер .:гталла. менен миксер с секторным профилем футеровки, центр сектора которой совпадает с осью поворота миксера. На чертеже изображена онисываемая автоматическая лнння, которая состоит из активного миксера 1, окислительных ванн 2 и 3, устройства 4 для стабилизации количества выдаваемого металла и автоматического конвейера или линии 5. Активный миксер - чугуновоз - позволяет осуществлять форфрищерование чугуна известными снособами, для чего имеет отверстие 6 в своде. Для облегчения равномерной выдачи чугуна миксером футеровка ванны последнего выполнена с секторным нрофилем. Центр сектора совпадает с осью наклона миксера. К носку миксера прикреплен передающий желоб 7. Отделенный от чугуна шлак нанравляется в шлакоотделитель 8. Для непрерывного измерения рас.чода жидкого чугуна Н возможности автоматической подрегулиров ; технологического процесса у желоба 9 установлен датчик-расходомер 10. Окислитольчые ванны 2 и 3 имеют съемные своды il с отверстилми 12 для ввода фурм 13 или горслсх 1-;, а также отверстие 15 для ввода дополпнгельных сыпучих материплоп. Дымовые газы оикхчмтся через капал 16. Длл
постоянного спуска шлака в рабочих окнах 17 окислительных ванн нредусмотрены шлаковые летки 18.
Обогреваемый газовой горелкой канал 19 предназначен для постоянного нерепуска металла из ванны 2 в ванну 3. Ниже, но в одном металлическом кожухе с ним выполнен второй канал 20, который во время работы закрыт и служит для выпуска металла из первой во вторую ванну по окончании работы. Для приема из этих каналов металла во вторую ванну под ними установлен желоб 21. В вертикальном участке канала имеется зазор 22, через него с помош,ью автоматического анализатора 23 химического состава металла осуш,ествляется отбор проб.
Вторая окислительная ванна принципиально ничем не отличается от первой, за исключениием того, что при выходе из нее предусмотрено расширение перепускного канала 24, куда по течке 25 подают раскислители. После второй окислительной ванны установлено устройство 4 для регулирования стабилизации количества выдаваемой стали.
Предмет изобретения
1.Автоматическая линия для непрерывного производства стальных отливок, состоящая из совокупно примененных источника, жидкого металла и агрегата непрерывной плавки стали, отличающаяся тем, что, с целью механизации и автоматизации получения отливок и повышения производительности труда, между источником жидкого металла и агрегатом непрерывной плавки стали установлен датчик-расходомер, между окислительными ваннами агрегата установлен датчик-анализатор состава жидкого металла, а после агрегата установлен литейный конвейер.
2.Линия по п. 1, отличающаяся тем, что перед литейным конвейером установлен стабилизатор количества выдаваемого на конвейер металла.
3.Линия по по. 1, 2, отличающаяся тем, что в качестве источника жидкого металла применен миксер с секторным профилем футеровки, центр сектора совпадает с осью поворота миксера.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1968 |
|
SU206607A1 |
| Устройство для регулирования расхода жидкого чугуна | 1977 |
|
SU763858A1 |
| СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1968 |
|
SU213910A1 |
| АГРЕГАТ ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯВ ПТ БГ-ПЧП ^ЧР^^РТП! U'UilA Cii1bili.r Sui | 1973 |
|
SU435057A1 |
| ПЛАВИЛЬНО-ЛИТЕЙНЫЙ КОМПЛЕКС ДЛЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285879C1 |
| СПОСОБ ПОДАЧИ ЖИДКОГО МЕТАЛЛА | 1970 |
|
SU285943A1 |
| УСТРОЙСТВО для РАФИНИРОВАНИЯ ЧУГУНА*5^ Г .1:ит;;3"^ г--,'::ЧЕС::.'" Б1':5л:;зт ?::л | 1965 |
|
SU173251A1 |
| ПЛАВИЛЬНО-ЛИТЕЙНЫЙ КОМПЛЕКС ДЛЯ РАЗЛИВКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2006 |
|
RU2339886C2 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИВАГРАНКИ | 1972 |
|
SU338765A1 |
| ДУГОВАЯ ЭЛЕКТРОПЕЧЬ ДЛЯ ПЛАВКИ ЧУГУНА | 1969 |
|
SU242325A1 |
