Предлагаемое изобретение относится к цветной металлургии и может быть использовано для плавки, приготовления и разливки алюминия и его сплавов.
Известен комплекс для плавки и разливки металла, содержащий поворотную печь корытообразной формы, снабженную загрузочными окнами и заслонками, выпускным носком для слива металла, желоб с датчиком уровня, связанным с системой автоматического управления печи (патент РФ на полезную модель №41512, F27B 14/02, 2004 г. [1]). Использование комплекса позволяет снизить потери металла при переливе из печи в желоб, обеспечивает автоматическое дозирование металла при его разливке. Основные недостатки известного решения: сложность достижения однородности расплава при приготовлении сплавов, значительные потери металла при переплавке отходов литейного передела, количество которых значительно возрастает при литье жидкого металла в холодное литейное оборудование (холодные изложницы на конвейере, непрогретые литейные желоба, сифоны), достаточно высок процент брака при литье.
Известен плавильно-литейный комплекс для алюминия и его сплавов, содержащий поворотный миксер с приводом, снабженный загрузочным устройством, нагревательным устройством, устройством для слива жидкого металла из миксера, транспортным желобом и устройством для разливки металла, оборудованный системой автоматизации разливки металла (патент РФ на изобретение №2285879, F27B 14/02, С22В 21/00, B22D 41/00, 2006 г. [2]). Использование известного комплекса обеспечивает повышение качества отливаемой продукции, но не уменьшается количество отходов при литье жидкого металла в холодную литейную оснастку (0,5-0,7 кг/т товарной продукции), значительны энергетические затраты на переработку этих отходов и значительны потери металла при этой переработке (безвозвратные потери 15-20%).
По назначению, технической сущности и по наличию сходных признаков данное решение выбрано в качестве ближайшего аналога.
Задачей предлагаемого технического решения является повышение технико-экономических показателей литейного передела и повышение качества литейной продукции.
Технические результаты - снижение удельных энергозатрат на выпуск литейной продукции, снижение шлакообразования в процессе литья и уменьшение литейных дефектов продукции.
Технические результаты достигаются тем, что плавильно-литейный комплекс для разливки алюминия и его сплавов, оборудованный системой автоматизации, содержащий поворотный миксер с приводом, снабженный загрузочным устройством, нагревательным устройством, устройством для слива жидкого металла из миксера, транспортным желобом и устройством для разливки металла, снабжен устройством для нагрева литейной оснастки, включающим теплообменник, установленный под сводом миксера, трубопроводы для подачи и отвода воздуха, причем трубопровод для подачи воздуха снабжен узлами для подачи и регулирования расхода воздуха, узлом для удаления влаги из подаваемого воздуха, при этом выходная часть трубопровода для отвода воздуха выполнена съемной.
Кроме того, теплообменник закреплен в боковой футеровке миксера и может быть выполнен в виде спирали.
Техническая сущность предлагаемого решения заключается в следующем. Для получения высококачественной литейной продукции, снижения брака и для сокращения расходов на литейный передел необходимо вести разливку жидкого металла в предварительно прогретую литейную оснастку. При литье в холодную оснастку происходит повышенное шлакообразование, отрыв окисных плен и попадание окисных включений в отливаемую продукцию, что ухудшает ее качество, повышает количество брака при литье. Зарастание литейных каналов затрудняет регулирование процесса литья, приводит к технологическим нарушениям. Кроме того, образовавшиеся отходы в виде съемов, сплесов, застывшей корки необходимо переплавлять, что влечет дополнительные энергетические и технологические расходы, значительные безвозвратные потери металла за счет угара.
В предлагаемом техническом решении нагревание литейной оснастки осуществляется тепловой энергией (избыточной, безвозвратно рассеиваемой) теплового агрегата - миксера. Такое «изъятие» тепловой энергии из баланса литейного передела не приводит к ухудшению технико-экономических показателей процесса и не влечет технологических нарушений по следующим причинам.
Емкости для жидкого металла, установленные в литейном отделении, предназначены для приемки металла-сырца, его накопления, приготовления, плавки и обеспечения процесса разливки и, как правило, снабжены источниками нагрева для регулирования температуры разливаемого металла. Эти источники работают периодически: перед заливкой новой порции жидкого металла для следующей плавки, для предотвращения технологических нарушений при приготовлении расплава (приготовлении сплавов) и для поддержания необходимых температур металла в процессе разливки для обеспечения жидкотекучести расплава.
Для подготовки миксера к заливке жидкого металла и обеспечения технологической температуры разливки металла необходимо поддерживать определенную температуру в миксере. Предварительный нагрев и поддержание необходимой температуры осуществляется нагревателями.
Кроме того, значительная доля тепловой энергии поступает в металлургический агрегат - миксер - вместе с заливаемым металлом-сырцом, поступающим из корпусов электролиза. Металл, заливаемый в миксер, имеет температуру более 800°С, в то время как технологические температуры разливки алюминия и его сплавов 685-720°С. Следует также отметить, что повышенная температура расплава в миксере влечет повышенные его потери как безвозвратные в виде угара, так и в виде повышенного его окисления и перехода в шлак.
Таким образом, можно сделать вывод о возможности отвода части тепловой энергии миксера для предварительного нагрева литейной оснастки не только без ущерба для процесса разливки, но и с экономической целесообразностью для литейного передела в целом.
В предлагаемом техническом решении эта возможность реализована следующим образом. Внутри миксера для приготовления и разливки алюминия и его сплавов установлен теплообменник. Теплообменник выполнен в виде полости, снабженной трубопроводами для подачи воздуха и для отвода нагретого воздуха. Наружная поверхность теплообменника выполнена развитой для повышения эффективности теплообмена. Трубопровод для подачи воздуха снабжен устройством для подачи, например компрессором, устройством для удаления влаги из подаваемого воздуха, запорно-регулирующим устройством, например дроссельным клапаном. Теплообменник установлен под сводом миксера и закреплен в футеровке боковой стенки миксера посредством разъемного соединения с наружной поверхности кожуха миксера, что обеспечивает его быструю замену с минимальными трудозатратами без нарушения целостности конструкции миксера. Для предотвращения прогиба теплообменник может быть прикреплен тягой к своду миксера. Выходная часть трубопровода нагретого воздуха выполнена разъемной, например на фланцах, для облегчения монтажа-демонтажа устройства. Конец выходной трубы нагретого воздуха может быть снабжен насадкой для распределения теплового потока по нагреваемой оснастке. Устройство для нагрева литейной оснастки не требует значительных затрат на изготовление, просто и эффективно при эксплуатации. В соответствии с проведенными авторами тепловыми расчетами «избыточного» количества тепла, отводимого из миксера с помощью теплообменника, достаточно для нагрева воздуха до температуры ≈ 700°С, что вполне приемлемо для нагрева литейной оснастки перед эксплуатацией. Устройство работает периодически, обеспечивая максимальный отвод тепла в периоды его максимального поступления, оно может быть также использовано для сушки вновь изготовленной оснастки и инструмента, для продувки пенокерамических фильтров сразу после окончания разливки, для сокращения времени приготовления плавки: снижение температуры расплава в ванне миксера до необходимой технологической температуры литья.
От ближайшего аналога предлагаемый плавильно-литейный комплекс для разливки алюминия и его сплавов отличается тем, что снабжен устройством для нагрева литейной оснастки, включающим теплообменник, установленный под сводом миксера, трубопроводы для подачи и отвода воздуха, причем трубопровод для подачи воздуха снабжен узлами для подачи и регулирования расхода воздуха, узлом для удаления влаги из подаваемого воздуха, при этом выходная часть трубопровода для отвода воздуха выполнена съемной, что позволяет сделать вывод о его соответствии критерию патентоспособности «новизна».
Кроме того, теплообменник закреплен в боковой футеровке миксера и может быть выполнен в виде спирали.
Сравнительный анализ предлагаемого с другими известными решениями в данной области и в смежных областях показывает следующее.
Известны различные устройства для отвода избыточного тепла от тепловых агрегатов.
В известных решениях теплоноситель - вода - и использование отведенного от тепловых агрегатов тепла требует дополнительных приемных устройств для полезного использования этой тепловой энергии. Кроме того, использование жидкого теплоносителя для охлаждения металлургических агрегатов нежелательно по причине возможных нарушений техники безопасности и создания аварийных ситуаций. В предлагаемом решении в качестве теплоносителя использован воздух, который более технологичен в высокотемпературных процессах, а после удаления из него влаги, как в предлагаемом решении, практически исключено возникновение аварийных ситуаций. При этом для использования утилизированной тепловой энергии не требуется дополнительных устройств - идет прямая подача горячего воздуха на нагреваемую оснастку.
Таким образом, оснащение предлагаемого плавильно-литейного комплекса устройством для нагрева литейной оснастки позволяет не только осуществлять ее надлежащую подготовку к разливке без дополнительных энергетических и материальных затрат, но и направить избыточную тепловую энергию литейного передела от металлургического агрегата на повышение качества отливаемой продукции, на снижение потерь металла и в конечном итоге снизить энергоемкость и удельные расходы металла на все виды отливаемой продукции. Следует также отметить, что данным устройством может быть оснащен миксер любой конструкции, с любым нагревательным устройством, входящий в состав любого плавильно-литейного комплекса для разливки алюминия и его сплавов.
С учетом вышеизложенного можно сделать вывод о соответствии предлагаемого технического решения критерию патентоспособности изобретения «изобретательский уровень».
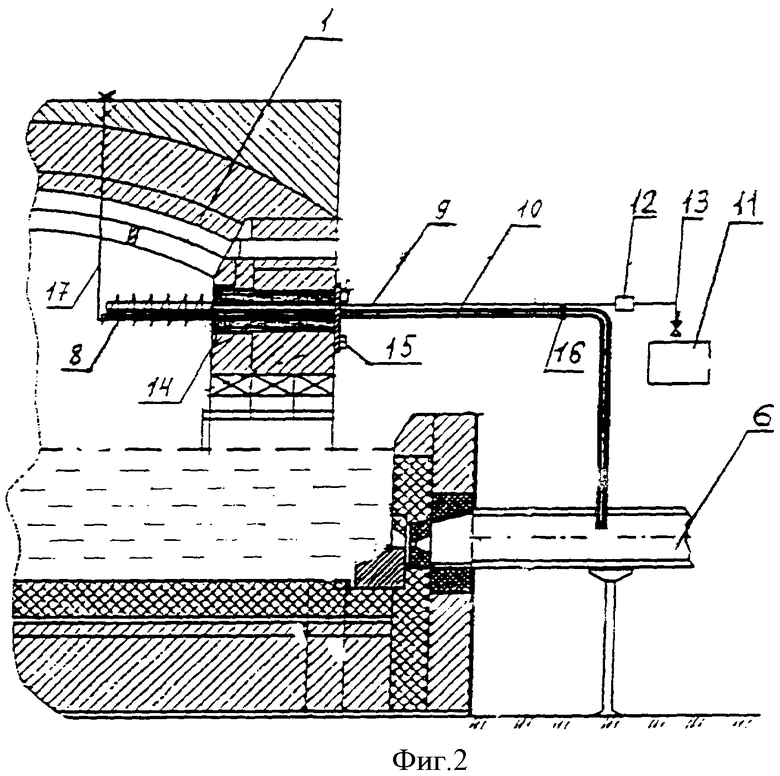
Данный плавильно-литейный комплекс состоит (фиг.1) из поворотного миксера 1, снабженного магнитогидродинамическим перемешивателем 2, загрузочным устройством 3, нагревательным устройством 4, выполненным в виде электронагревателей, устройством для слива жидкого металла из миксера 5, транспортным желобом 6, устройством для нагрева литейной оснастки 7. Устройство для нагрева литейной оснастки 7 (фиг.2) состоит из теплообменника 8, снабженного трубопроводами для подачи воздуха 9, для отвода нагретого воздуха 10, устройства для подачи воздуха 11, устройства для удаления влаги из подаваемого воздуха 12, дроссельного клапана 13 для регулирования подачи воздуха. Теплообменник 8 установлен под сводом и закреплен в боковой футеровке миксера 1, в теплоизолированной трубе 14, и посредством разъемного соединения 15 прикреплен с наружной стороны к кожуху миксера 1. Выходная часть трубопровода нагретого воздуха 10 выполнена разъемной, например на фланцах 16, а теплообменник 8 закреплен тягой 17 к своду миксера 1.
Нагреваемый транспортный желоб 6 может быть снабжен съемной крышкой для повышения эффективности нагрева, а конец выходной трубы нагретого воздуха 10 может быть снабжен насадкой для распределения теплового потока.
Плавильно-литейный комплекс работает следующим образом. Перед заливкой новой порции жидкого металла для следующей плавки включают нагревательное устройство 4 для прогрева миксера 1. Жидкий металл, поступивший из корпусов электролиза в ковшах, после отстоя на остывочной площадке заливается в миксер 1 через загрузочное устройство 3, выполненное в виде форкамеры с заслонкой. После заливки необходимого количества жидкого металла в миксер 1 включают устройство для подачи воздуха 11 (компрессор) в теплообменник 8. Поступивший в теплообменник по трубопроводу 9 воздух нагревается и по трубопроводу 10 поступает в транспортный желоб 6 для его нагрева. Температура выходящего нагретого воздуха регулируется подачей в теплообменник 8 воздуха посредством дроссельного клапана 13 причем из подаваемого воздуха удаляется (до 96-98%) влага в устройстве 12. При необходимости струя горячего воздуха может быть направлена на другие элементы литейной оснастки. После нагрева оснастки до необходимой температуры устройство 7 выключается. Подачей расплава через устройство 5 начинается процесс разливки. После окончания разливки цикл повторяется.
Опытно-промышленные испытания, проведенные для подтверждения работоспособности, показали высокую эффективность предлагаемого решения. Предлагаемое устройство обеспечивает нагрев литейной оснастки перед разливкой за счет утилизации избыточного тепла миксера. Время охлаждения расплава в миксере с температуры приготовления (˜750°С) до температуры разливки (˜715°С) сократилось на 0,4 часа, количество, переплавляемых отходов сократилось на 0,4-0,5%.
Источники информации
1. Патент РФ на полезную модель №41512, F27B 14/02, 2004 г.
2. Патент РФ на изобретение №2285879, F27B 14/02, С22В 21/00, B22D 41/00, 2006 г.
3. Эрхард Герман. Непрерывное литье. М., Металлургиздат, 1961 г., с 354, 359-362.
4. А.с СССР №1830302, В22D 41/02, 1993 г.
5. А.с. СССР №405009, F27b 15/16, 1974 г.
6. А.с. СССР №1492868, F27D 1/02, непубл.
7. А.с СССР №985593, F23L 15/00, 1982 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАВИЛЬНО-ЛИТЕЙНЫЙ КОМПЛЕКС ДЛЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285879C1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| ЖЕЛОБ С РАДИАЦИОННЫМ НАГРЕВОМ ДЛЯ ТРАНСПОРТИРОВКИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2018 |
|
RU2691827C1 |
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
| Транспортный желоб жидкого металла c электрическим нагревом | 2022 |
|
RU2791751C1 |
| Тренажер оператора системы управления непрерывной разливкой алюминия | 2023 |
|
RU2805535C1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2013 |
|
RU2542031C1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2406953C1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2014 |
|
RU2588700C1 |
Изобретение относится к плавильно-литейному комплексу для разливки алюминия и его сплавов. Плавильно-литейный комплекс, оборудованный системой автоматизации, содержащий поворотный миксер с приводом, снабженный загрузочным устройством, нагревательным устройством, устройством для слива жидкого металла из миксера, транспортным желобом и устройством для разливки металла, снабжен устройством подогрева литейной оснастки, выполненным в виде теплообменника, установленного под сводом миксера, имеющего трубопроводы для подачи и отвода воздуха, причем трубопровод подачи воздуха снабжен узлами подачи, удаления влаги и регулирования расхода, а выходная часть трубопровода для отвода нагретого воздуха выполнена съемной. При этом устройство закреплено в боковой стенке миксера, а теплообменник может быть выполнен в виде спирали. Обеспечивается нагрев литейной оснастки перед разливкой за счет утилизации избыточного тепла миксера и сокращение количества переплавляемых отходов на 0,4-0,5%. 2 з.п. ф-лы, 2 ил.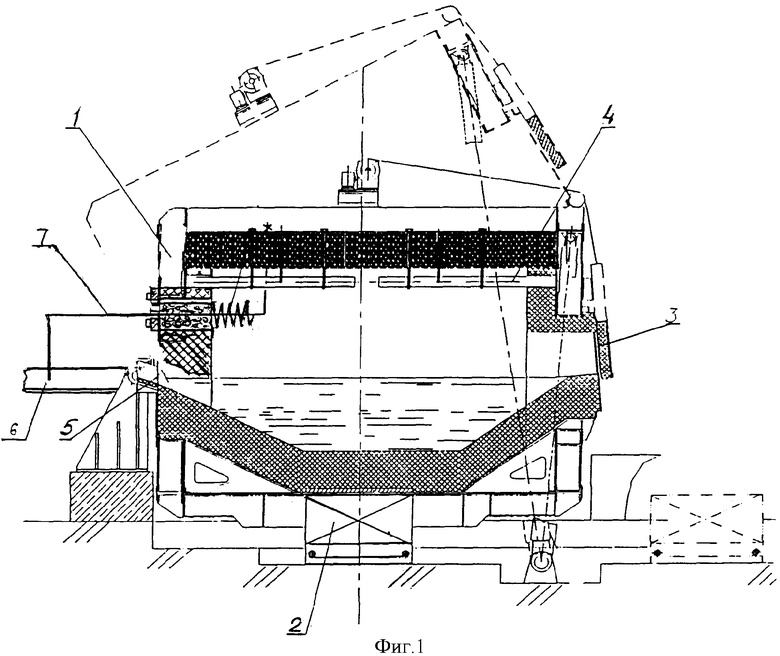
| ПЛАВИЛЬНО-ЛИТЕЙНЫЙ КОМПЛЕКС ДЛЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285879C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ГАЗАМИ С ЭЛЕКТРОПОДОГРЕВОМ | 1994 |
|
RU2061057C1 |
| ТЕПЛООБМЕННОЕ УСТРОЙСТВО ПЕЧИ КИПЯЩЕГО СЛОЯ | 0 |
|
SU405009A1 |
| СПОСОБ И АППАРАТ ДЛЯ НЕПРЕРЫВНОЙ КРИСТАЛЛИЗАЦИИ ВЫПАРИВАНИЕМ | 1934 |
|
SU41512A1 |
| US 3441261, 29.04.1969. | |||

