Изобретение относится к области односторонней термокомпрессионной сварки микродеталей, покрытых слоем электрической изоляции и применяемых в приборостроении, радиотехнике и электронике.
Известен инструмент для односторонней термокомпрессионной сварки микродеталей, преимущественно .покрытых слоем изоляции, содержащий два электрода из тугоплавкого материала, установленные с микрозазором между ними. Однако известный инструмент не позволяет осуществлять сварку деталей, покрытых слоем изоляции, без ее предварительного удаления.
Предложенный инструмент отличается от известного тем, что электроды выполнены в виде V-образных нагревательных элементов, последовательно соединенных между собой, а микрозазор между электродами равен толщине или диаметру привариваемой микродетали.
На фиг. 1 и 2 изображен описываемый инструмент.
Он имеет электроды 1, выполненные в виде V-образных элементов, электрическую изоляцию 2 на свариваемых деталях и сваривагMfje детали 5. Буквой С обозначено место соединения V-образных элементов.
кального нагрева, находящиеся на одном уровне и расположенные друг от друга на расстоянии, равном толщине или диаметру привариваемой детали.
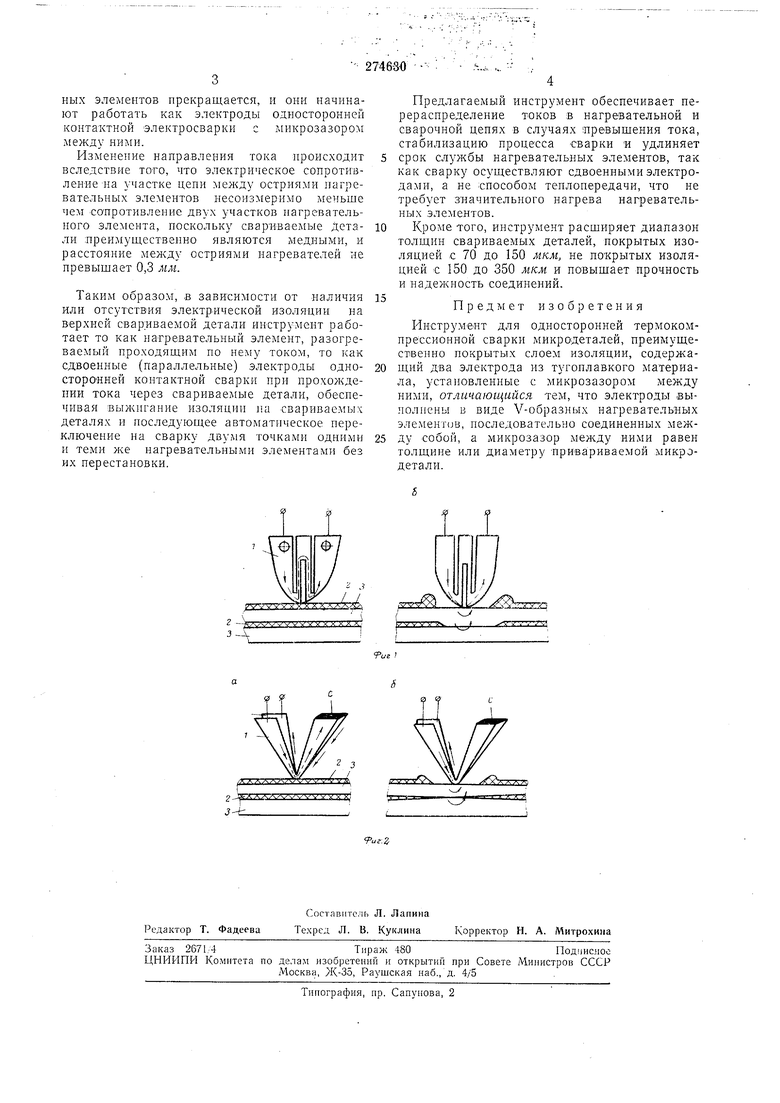
Ветви двух -образных нагревательных элементов (см. фиг. 2) сварены вместе в верхней их части и образуют также W-образнып нагревательный инструмент, как бы изогнутый в его средней части. Инструмент имеет
два токоподвода.
Для сварки инструмент обоими остриями устанавливают на верхнюю свариваемую деталь, а свободные концы его подключают ко вторичной обмотке сварочного трансформатора. Затем прикладывают сварочное усилие н включают ток. Оба острия инструмента, имея уменьщенное сечение, нагреваются до температуры, необходимой для выжигания изоляции проходящим по ним током, выжигают на
свариваемых деталях изоляцию и приходят в контактирование с металлом верхней свариваемой детали.
При контактировании с металлической частью верхней свариваемой детали цепь между остриями нагревателей замыкается, ток изменяет свое направление (с направления, указанного стрелками на фпг. ,а п 2, а, на направление, указанное стрелкамн на фиг. 1,6 и 2,6) и идет через .свариваемые детали от одных элементов прекращается, и они начинают работать как электроды односторонней контактной электросварки с микрозазором между ними.
Изменение направления тока происходит вследствие того, что электрическое сонротивление на участке цепи между остриями нагревательных элементов несоизмеримо меньше чем сопротивление двух участков нагревательного элемента, поскольку свариваемые Детали :нреимуш,ественно являются медными, и расстояние между остриями нагревателей не превышает 0,3 мм.
Таким образом, -в зависимости от наличия или отсутствия электрической изоляции на верхней свариваемой детали инструмеит работает то как нагревательный элемент, разогреваемый проходящим но нему током, то как сдвоенные (параллельные) электроды односторонней контактной сварки нри прохождении тока через свариваемые детали, обеспечивая выжигание изоляции на свариваемых деталях и последующее автоматическое переключение на сварку двумя точками одними и теми же нагревательными элементами без их перестановки.
Предлагаемый инструмент обеспечивает перераспределение токов в нагревательной и сварочной цепях в случаях превышения тока, стабилизацию процесса сварки и удлиняет срок службы нагревательных элементов, так как сварку осуществляют сдвоенными электродами, а не способом теплопередачи, что не требует значительного нагрева нагревательных элементов.
Кроме того, инструмент расширяет диапазон толщин свариваемых деталей, покрытых изоляцией с 70 до 150 мкм, не покрытых изоляцией с 150 до 350 мкм и повышает прочность и надежность соединений.
Предмет изобретения
Инструмент для односторонней термокомпресснонной сварки микродеталей, преимущественно покрытых слоем изоляции, содерлсащий два электрода из тугоилавкого материала, установленные с микрозазором между ними, отличающийся тем, что электроды выполнены в виде V-образных нагревательных эле.ментив, носледовательно соединенных межДу собой, а микрозазор между ними равен толщине или диаметру привариваемой микродетали.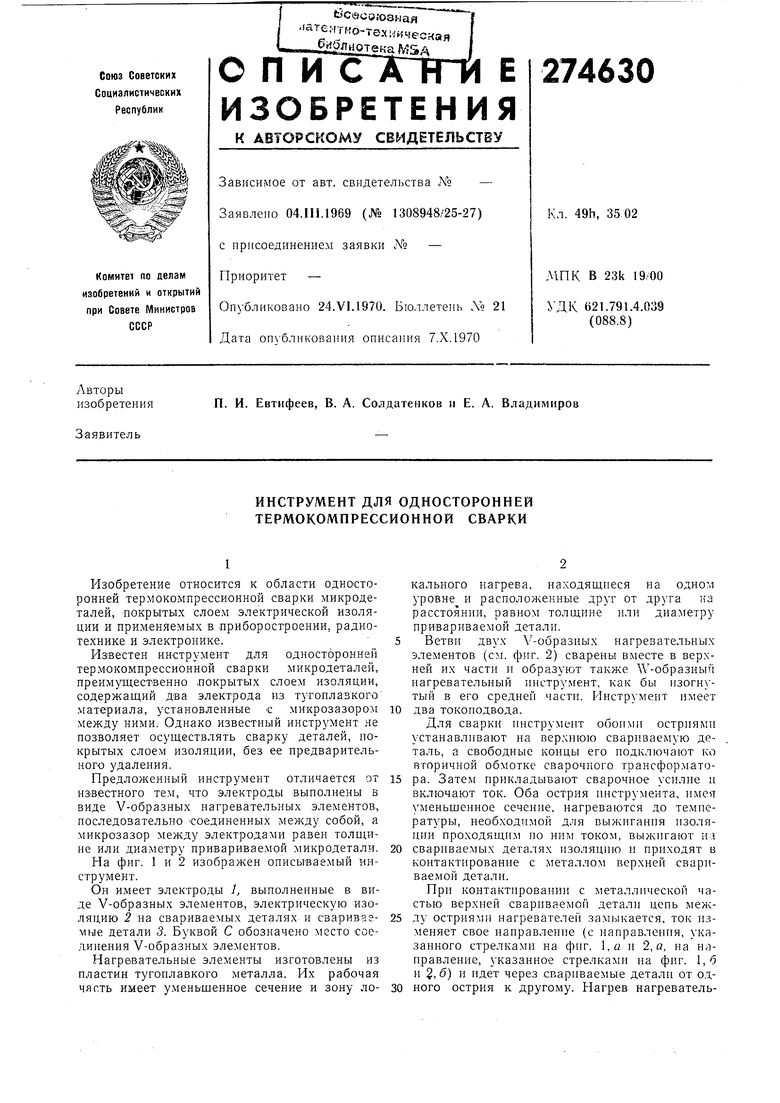
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ДЕТАЛЕЙ, ПОКРЫТЫХ СЛОЕМ ИЗОЛЯЦИИ | 1968 |
|
SU213236A1 |
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ | 2004 |
|
RU2271909C2 |
| Способ термокомпрессионной сварки микродеталей | 1988 |
|
SU1696215A1 |
| Ручной инструмент для односторонней контактной микросварки и микропайки | 1987 |
|
SU1445886A1 |
| Устройство для сварки микродеталей | 1975 |
|
SU596398A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ОДНОЖИЛЬНЫХ И МНОГОЖИЛЬНЫХ ПРОВОДОВ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ | 2015 |
|
RU2631438C2 |
| СПОСОБ ОДНОСТОРОННЕЙ КОНТАКТНОЙ СВАРКИ | 1971 |
|
SU305972A1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ МИКРОСВАРКИ | 1969 |
|
SU258015A1 |
| Инструмент для односторонней термокомпрессионной сварки микродеталей | 1974 |
|
SU512886A1 |
| СПОСОБ ПРИВАРКИ ВЫВОДА В ПОЛУПРОВОДНИКОВОМ ПРИБОРЕ | 2013 |
|
RU2525962C1 |
SxAAAj
9
J-Ь.
