Изобретение относится к оборудованию для сварки и может быть использовано в устройствах для приварки выводов микросхем.
Известен двухэлектродный держатель для термокомпрессионной сварки, содержащий изолированный корпус с наружными токоподводами и установленными внутри него двумя параллельными электродами из тугоплавкого .металла с заостренными на клин концами и электропроводными прокладками, служащими для регулировки зазора между ними. Величина зазора между электродами зависит от толщины привариваемой детали и и.меет один порядок с ней 1.
При сварке микродеталей величина требуемого зазора между электродами становится близкой к величине оптимального зазора в подвижных соединениях электрододержателей, что не позволяет обеспечить точной установки и поддержания межэлектродного зазора, необходимого для сварки микродеталей с нужным качеством и воспроизводимостью.
Известна установка для резистивной сварки, содержащая корпус, вертикальные стойки, меха-низм подвески электродов, состоящий из двух симметрично расположенных электрододержателей и токопроводов, каждый из которых выполнен из четырех параллельно расположенных плоских пружин, приче.м одна из
пружинных пар жестко соединена с электрододержателем и стойкой, а другая - с корплх-ом, подключенным к электрической цепи, и со стойкой 2.
Недостатком известной установки является отсутствие узла регулировки межэлектродного зазора.
Известно также устройство для сварки микродеталей, содержап1ее два электрода, установленные в электрододержателях, взаимодействующих с приводом сварочного давления, и узел регулировки зазора между электродами, включаюихий пружину и регулировочный винт 3.
Недостатком известного устройства является то, что оно не обеспечивает качественной сварки в труднодоступных местах с одинаковым усилием прижатия электродов к месту сварки при ручной работе.
Отличительной особенностью предлагаемого устройства является то, что в электрододержателях выполнены глухие пазы, а узел регулировки снабжен смонтированным в пазу одного электрододержателя изолированным вкладыщем с канавкой, двумя закрепленными, в сепараторе щариками, размещенными в указанной канавке, и пластиной, установленной с возможностью перемещения при воздействии регулировочного винта и взаимодействующей
о у11о 1янут1 1М11 шариками, при этом пружина устппов.лена меж л у электроде дер ж а тел ям и.
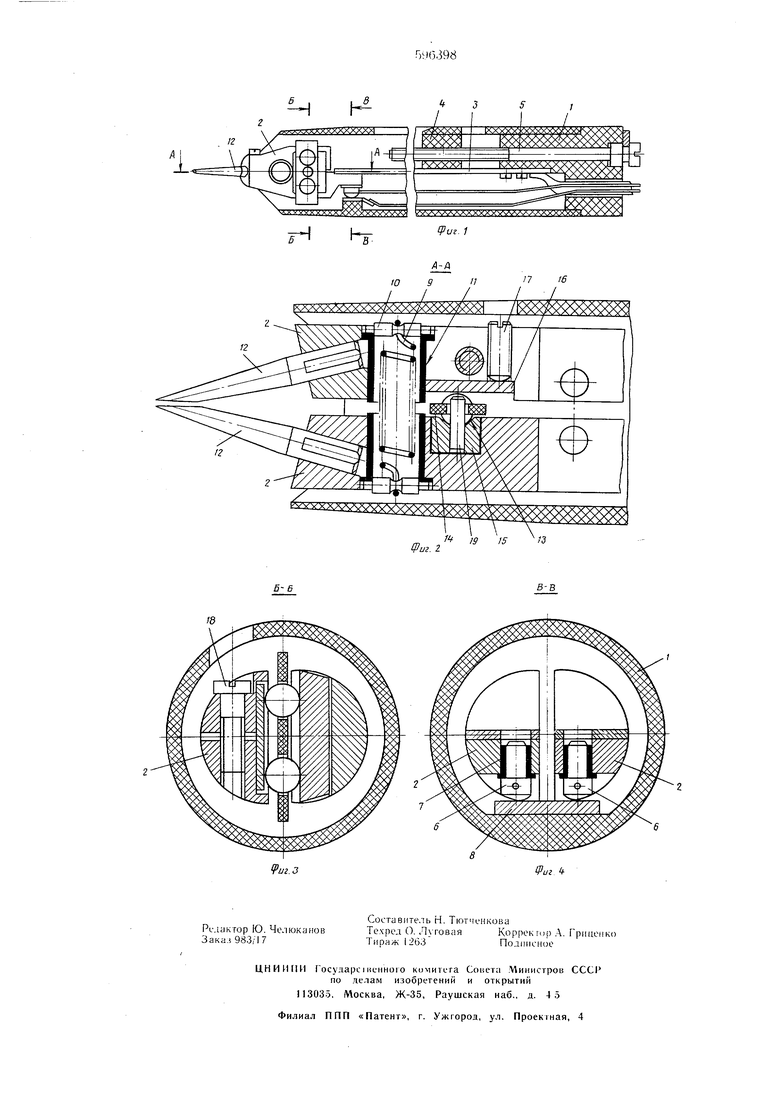
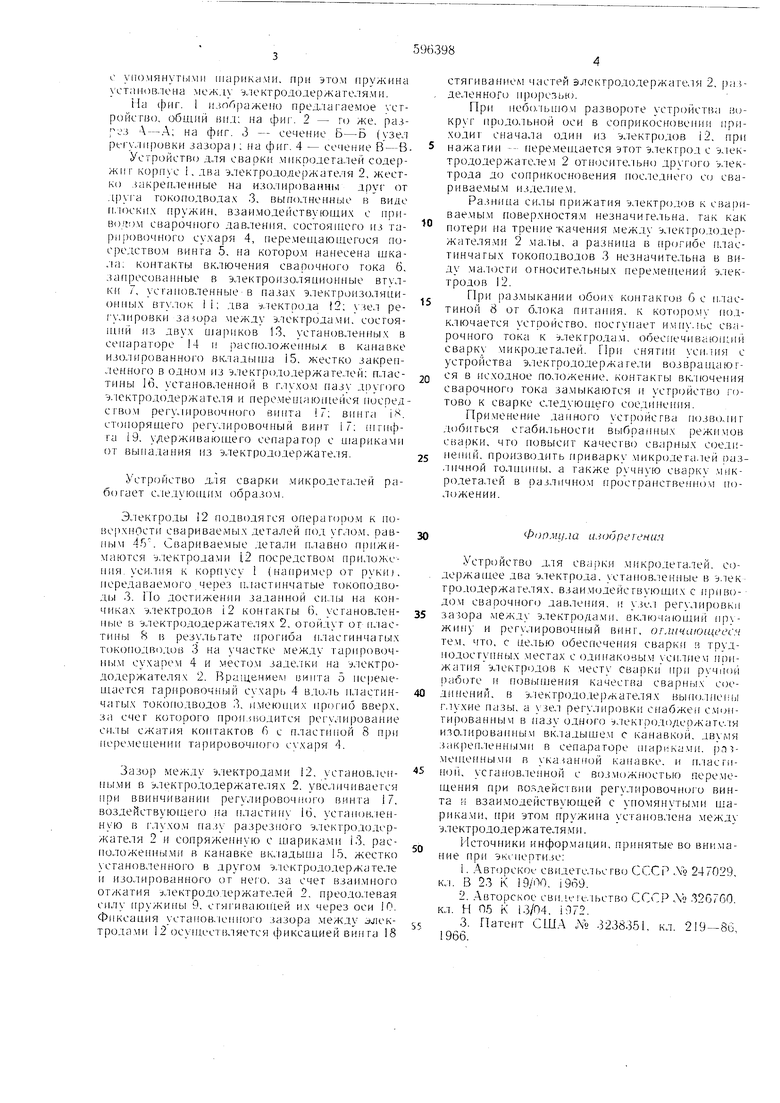
На (()иг. 1 11.и)6ражеио пред.чагаемое етройсгБО, общий на фи1. 2 - го же. разр з Л - А; на фиг. 3 - сечение Б - Б (узел pei vMiipoBKH зазора ; на фиг. 4 - еечение В-ВУетройетво для еварки микродеталей содержит корнус 1, два электродо.держателя 2, жеетко закрепленные на изолированши ДГуг от .ipyra токонодвода.ч 3, выполненные в виде и.юски.х пружин. взаимодейетвуюн1И.ч е нрнBo.t)M сварочного давления. соетоя1него из тарнровочного су.харя 4, нере.мен1аюн1егося ноередетво.У винта 5, на которо.м нанесена шка-la: к(;нтакты включения сварочного тока 6. заг1)есованные в электроизоляционные втулки 7. уегаиовленные в паза.ч электроизолянион1н 1. втулок II; два элект()ода 12; зел ре1-улировкн забора между электродами, состоящий из двух HiapHKOB 13, установленных в сенараторе 14 и расг1оложенн1 1/ в канавке изолированного вкладыша 15. жестко закрепленного в одном из электрододержате.лей; пластины 16. установленной в глухом пазу другого э.лектрододержателя и перемен а(оп1ейся носредсгвом регулировочного винта 7; вннга i. стопорящего рег лировочный винт 17; 1нгифга 19. удержпваю цего еепаратор е Н1ариками от выиадання из электродсзлержателя.
Устройство для сварки .чикродеталей рабогает с:1еду1он1и.м образом.
Электроды 12 подводятся оператором к иоверхнОсти свариваемы.х деталей иод углом, равным 45. Свариваемые дета.ди илавно п|)ижимаются э.лектродами 12 посредством приложения, уеилия к корпусу 1 (например от руки). передаваемого че)ез н.1астпнчатые токонодвод | 3. По достижении заданной силы на кончиках электродов 12 конгакгы (). усгановленные в электрс додержателях 2. отойдут от ii iacтины 8 li результате прогиба нласгинчатых токоподводов З на участке между тарировочН1 1м сухарем 4 и местом заделки на электрододержателях 2. Вращением винта 5 неремещается тарнровочный eyxapij 4 вдоль н.частинчагых токонодводов 3. имеюп1их ирогиб вверх, за счег которого производится регулирование еи.1ы сжатия контактов fi с пластпиой 8 при не)емещении тарировочного с харя 4.
Зазор между электродами 12. установ.1енпыми в электрододержателях 2. увеличивается при ввинчивании регулировочного винта 17. воздейетвую1це1о на пластину 16. уетанон.1енную в глухом пазу разрезного электрододержателя 2 и сопряженную е шариками 13. раегюложеины.ми в канавке вк;1адыша 15. жестко установленного в друго.м э.лектрододержателе и изолированного от него, за счет взаи.много отжатия электрододержателей 2. нреодолевая силу иружины 9. ег п-иваюи1.ей их через оеи 10. Фнкеация установ. lennoro зазора .между электродами 12 оеуп1еет1 ляется фиксацией вин га 18
стягиванием частей электрододержателя 2. раз,, деленного н|)()езы).
При небо.тыпом развороте устройства вокруг нродольной оси в соприкосновении приходит сначала одни из электродов 12. при 5 нажатии - перемещаетея этот элекгрод е э.,1ектрододержателем 2 отноеите.1ьпо др гого электрода до соприкосновения ноеледнего со свариваемым изделием.
Разница си.лы прижатия э.лектр(.)дов к еварпваемым поверхностям пезпачигельна. так как
0 потерн на трение-качения между электрододержателями 2 ма.лы. а разница в (lp(JГибe нластинчагых токоподводов 3 незначительна в виду ма.юсти относительных неремеп1ений электродов 12.
При размыкании обоих контакг(л5 G с пластиной 8 от блока пита1П1я. к которо. no.iключается уетройство. поступает нмну.1ьс сварочного тока к э.лекгродам. обеснечиваюпшй сварку микродеталей. При снятни уси.1ня с устройства электрододержа гели возвращаюгся в исходное по.дожение. ксжтакгы вк.лючепия сварочного тока за.мыкаютея н yeгpoйcтв(J г()тово к сварке следующемо еоединения.
Применение да 1ного ует()ойегва позво.,1ит добитьея егабильноеги В1;1брапных )ежнмов сварки, что повысит качество сварных еоединений, производить приварку микродеталей раз.1ПЧНОЙ толщины, а также ручную ева)ку .микродеталей в различно.м пространственном положении.
Фип.ш/.т Li,(}f)pcгения
30
Устройство для сва))к.и .хшкродеталей. содержащее два э.лектрода. уетановлен.чые в элек трододержателях. взaим(Jдeйcгвyющиx с приводом CBapO4Horij давле1Н(я. н у.км регулировки
зачора электродами, включаюндий пружипу и регулировочный вин г, ог.шна1О1и,ееся тем. что. с целью обеспечения сварки в труднодостунны.к местах с (здннаковым уснлием прижатпя электродов к месту сварки ирп ручГюй 1)аб1)те н п(звь П1енпя качес1ва сварных соеднпений. в электрододержателях выно.лпены мухие назы. а узел рег лнровкн снабжен ем1Л1тированным в назу одного электрододержате.ля изолироваиным вк.ладыше.м с канавкой, двумя закренленны н1 в сена.раторе П1арика.ми. )пзмеп еннымп в ка данной канавке, и n.iacrnн(Л1. усганов.ленной с возможностью перемещения п)и по.члейс1 вип регулировочного винта и взаимодействующей с упомянутыми шариками, при этом пружина установлена между электрододержателями.
Источники инфор.мации. принятые во вни.мапие при экснертизе;
1.Авторское евидетельсгво СССР .Vg 247029. кл. В 23 К 19/00. 1969.
2..Авторское сви..П5етво СССР ЛЬ 32G7GO. кл. Н 05 К 13/04. 1972.
3. Патент США Л 3238351. кл. 219-86
1966.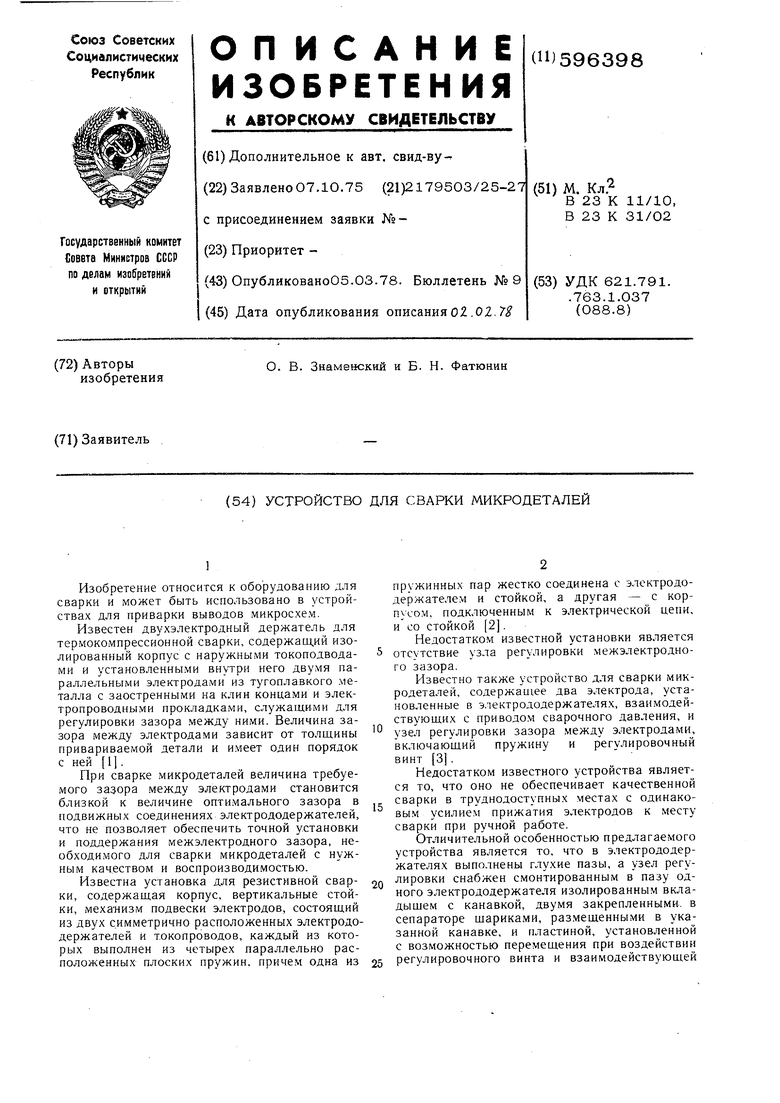
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки микродеталей | 1980 |
|
SU872112A2 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2007 |
|
RU2338634C1 |
| ДВУХЭЛЕКТРОДНЫЙ ДЕРЖАТЕЛЬ ДЛЯ ТЕРМОКОМПРЕССИОННОЙ СВАРКИ МИКРОДЕТАЛЕЙ | 1969 |
|
SU247029A1 |
| УСТАНОВКА ДЛЯ РЕЗИСТИВНОЙ СВАРКИ | 1972 |
|
SU326760A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1987 |
|
SU1484529A1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2417867C1 |
| Устройство для контактной микросварки | 1987 |
|
SU1496967A1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU715253A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1798088A1 |
| Устройство для дуговой сварки | 1977 |
|
SU694313A1 |