Изобретение относится к области сварки давлением металлических выводов в технологии производства силовых полупроводниковых приборов.
Известен способ ультразвуковой сварки /1/, при котором в конце озвучивания прикладывают импульсное давление, превышающее предел текучести свариваемого материала.
К недостаткам данного способа сварки следует отнести следующее: текучесть свариваемых материалов обеспечивается повышенной температурой в зоне соединяемых поверхностей деталей, что возможно только при "жестких" режимах сварки (повышенной амплитуде и давлении сварочного инструмента). Данные режимы могут привести к появлению трещин в пленке SiO2 под металлизацией контактной площадки кристалла, что снижает надежность силовых полупроводниковых приборов.
Известен способ /2/ сварки микродеталей давлением с косвенным нагревом за счет теплопередачи от инструмента, по которому пропускают электрический ток, а с целью сохранения исходных свойств одного из свариваемых материалов, обеспечения возможности сварки малопластичных материалов и повышения производительности процесса нагрев инструмента осуществляют импульсом тока.
Основным недостатком данного способа является низкое качество сварных соединений из-за невозможности полного удаления оксидных пленок из зоны сварки, что уменьшает площадь физического контакта соединяемых поверхностей.
Наиболее близким по технической сущности заявляемому изобретению является способ термокомпрессионной сварки /3/, при котором к деталям прикладывают начальное давление, нагревают их V-образным электродом, а добавочное давление прикладывают в период максимальной скорости пластического течения металлического проводника.
Основной недостаток: способ термокомпрессионной сварки характеризуется длительностью процесса, что снижает производительность сборочных операций.
Задача, на решение которой направлено заявляемое решение, - это повышение надежности силовых полупроводниковых приборов; улучшение качества сварных соединений; повышение производительности сборочных операций.
Эта задача достигается тем, что в способе сварки давлением, при котором к деталям прикладывают начальное давление, нагревают их V-образным электродом, а затем прикладывают добавочное давление с целью повышения надежности силовых полупроводниковых приборов за счет снижения давления при сварке выводов на кристалле, улучшения качества сварных соединений в результате увеличения площади физического контакта соединяемых поверхностей и повышения производительности сборочных операций за счет уменьшения времени формирования сварных соединений, в процессе начального давления на V-образный электрод дополнительно подают ультразвуковые колебания с амплитудой, а при добавочном давлении амплитуду колебаний уменьшают до нуля.
Сопоставимый анализ с прототипом показывает, что заявляемый способ отличается от известного тем, что с целью повышения надежности силовых полупроводниковых приборов за счет снижения давления при сварке выводов на кристалле, улучшения качества сварных соединений в результате увеличения площади физического контакта соединяемых поверхностей и повышения производительности сборочных операций за счет уменьшения времени формирования сварных соединений, в процессе начального давления на V-образный электрод дополнительно подают ультразвуковые колебания с амплитудой, а при добавочном давлении амплитуду колебаний уменьшают до нуля.
Таким образом, заявленный способ сварки давлением соответствует критерию "новизна".
Сравнение заявленного способа с другими известными способами /1, 2/ из известного уровня техники также не позволило выявить в них признаки, заявляемые в отличительной части формулы.
Сущность изобретения поясняется чертежами, на которых схематично изображены:
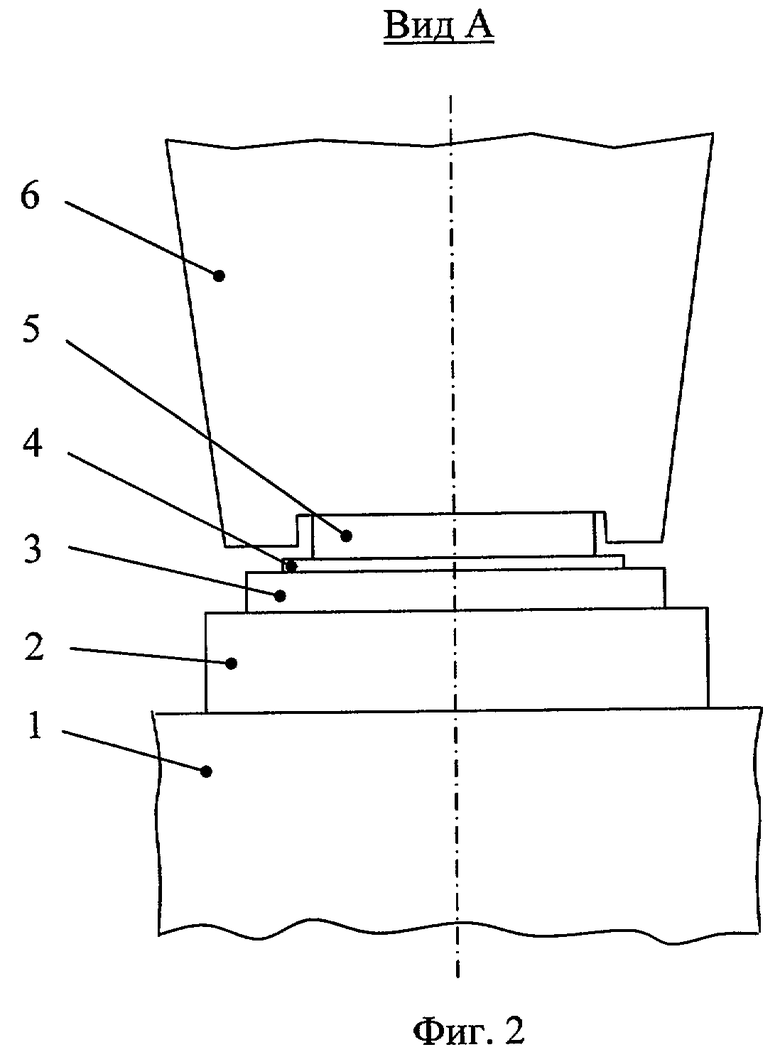
на фиг.1 - фрагмент сборки и сварки ленточного вывода к кристаллу, вид сбоку;
на фиг.2 - вид А на фиг.1.
Способ сварки давлением реализуется следующим образом.
На столике 1 размещают корпус силового полупроводникового прибора 2 с полупроводниковым кристаллом 3, имеющим контактные площадки 4. Привариваемый ленточный вывод 5 проходит через боковое отверстие V-образного электрода 6 и совмещается с контактной площадкой 4 кристалла 3.
Способ сварки давлением ленточных выводов к контактным площадкам кристалла и траверсам корпусов силовых полупроводниковых приборов заключается в следующем: корпус 2 с напаянным кристаллом 3 размещают на столике 1 сварочной установки; с помощью V-образного электрода 6 конец ленточного вывода 5 совмещают с контактной площадкой 4 кристалла 3; на V-образный электрод подают импульс тока, разогревая соединяемые детали до заданной температуры, одновременно с начальным давлением на V-образный электрод подают ультразвуковые колебания с амплитудой. При этом оксидные пленки на соединяемых поверхностях разрушаются при сдавливании, обеспечивающим пластическое течение металлов в зоне сварки. Приложенное к свариваемым деталям начальное давление с амплитудой ультразвуковых колебаний V-образного электрода кроме разрушения оксидных пленок и удаления их из зоны сварки обеспечивает физический контакт соединяемых поверхностей по всей площади.
Затем к V-образному электроду прикладывают добавочное давление с одновременным снижением амплитуды колебаний до нуля, что способствует развитию взаимодействия соединяемых металлов как в плоскости, так и в объеме зоны контакта. Данный фактор обеспечивает формирование качественного соединения ленточного вывода с контактной площадкой и предохраняет пленку SiO2 от растрескивания, что, в конечном счете, повышает надежность силовых полупроводниковых приборов.
Использование импульсного нагрева и ультразвуковых колебаний сокращает время формирования сварных соединений.
После сварки на кристалле V-образный электрод перемещается на позицию сварки на траверсе корпуса.
Таким образом, использование предлагаемого способа сварки давлением обеспечивает по сравнению с существующими способами следующие преимущества:
1. Повышается надежность силовых полупроводниковых приборов за счет снижения давления при сварке выводов на кристалле.
2. Улучшается качество сварных соединений в результате увеличения площади физического контакта соединяемых поверхностей.
3. Повышается производительность сборочных операций за счет уменьшения времени формирования сварных соединений.
Источники информации
1. А.с. СССР 498129 В 23 К 19/00. Способ ультразвуковой сварки / В.М.Петров, В.В.Турбин (СССР). - Опубл. в Б.И., 1976, №1.
2. А.с. СССР 182490 49 h 32/02. Способ сварки микродеталей давлением с косвенным нагревом / Ю.Л.Красулин, В.И.Кузьмин, В.Г.Никитин (СССР). - Опубл. в Б.И., 1966, №11.
3. А.с. СССР 719830 В 23 К 19/00. Способ термокомпрессионной сварки / В.Е.Атауш, Р.Б.Рудзит, С.В.Карпенко, В.П.Леонов, Э.Г.Москвин (СССР). - Опубл. в Б.И., 1980, №9 (аналог).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИВАРКИ ВЫВОДА В ПОЛУПРОВОДНИКОВОМ ПРИБОРЕ | 2013 |
|
RU2525962C1 |
| Способ монтажа проволочных проводников к контактным площадкам полупроводниковых приборов | 2020 |
|
RU2751605C1 |
| Способ термокомпрессионной сварки | 1978 |
|
SU719830A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ОДНОЖИЛЬНЫХ И МНОГОЖИЛЬНЫХ ПРОВОДОВ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ | 2015 |
|
RU2631438C2 |
| СПОСОБ СБОРКИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1999 |
|
RU2171520C2 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 2001 |
|
RU2220830C2 |
| Способ термокомпрессионной сварки микродеталей | 1988 |
|
SU1696215A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| СПОСОБ ОТБРАКОВКИ МИКРОСОЕДИНЕНИЙ ПОЛУПРОВОДНИКОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2234710C2 |
| Устройство для присоединения выводов интегральных микросхем и полупроводниковых приборов | 1980 |
|
SU912446A1 |
Изобретение относится к способам сварки давлением металлических выводов и может найти применение в производстве силовых полупроводниковых приборов. Сварку давлением осуществляют следующим образом. К деталям прикладывают начальное давление и в процессе начального давления на V-образный электрод дополнительно подают ультразвуковые колебания. Нагревают их V-образным электродом. Затем прикладывают добавочное давление и при этом амплитуду колебаний уменьшают до нуля. За счет снижения давления при сварке выводов на кристалле и увеличения площади физического контакта соединяемых поверхностей повышается надежность силовых полупроводниковых приборов, а за счет уменьшения времени формирования сварных соединений повышается производительность сборочных операций. 2 ил.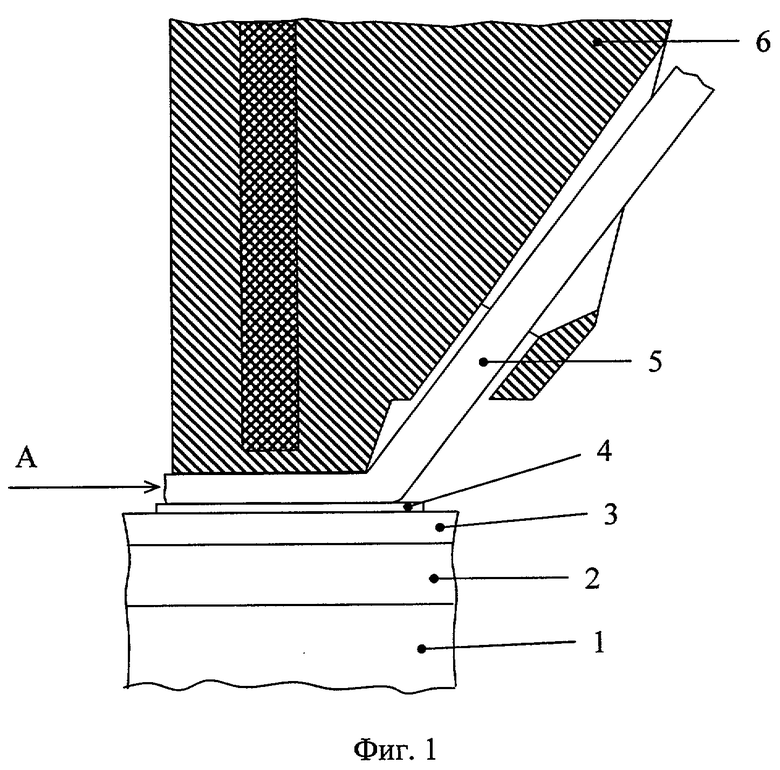
Способ сварки давлением, при котором к деталям прикладывают начальное давление, нагревают их V-образным электродом, а затем прикладывают добавочное давление, отличающийся тем, что в процессе начального давления на V-образный электрод дополнительно подают ультразвуковые колебания, а при добавочном давлении амплитуду колебаний уменьшают до нуля.
| Способ термокомпрессионной сварки | 1978 |
|
SU719830A1 |
| Способ ультразвуковой сварки | 1989 |
|
SU1692789A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ С НАГРЕВОМ СВАРИВАЕМЫХ ДЕТАЛЕЙ | 0 |
|
SU190763A1 |
| Способ соединения изолированного проводника с выводной деталью | 1979 |
|
SU856716A1 |
| КРАСУЛИН Ю.Л | |||
| и др | |||
| Микросварка давлением | |||
| М.: Металлургия, 1976, с.114-116. | |||

