Изобретение относится к области обработки металлов давлением.
Известны неподвижные матрицы обрезных автоматов, например для обрезки головок болтов, имеющие рабочую часть, выполненную в виде усеченной -пирамиды с центральным сквозным отверстием.
Однако такие матрицы позволяют производить обрезку болта только в одном направлении: от плоскости поверхности головки изделия к подголовочной части заготовки. При односторонней обрезке по периметру головки у подголовочной Части болта образуется заусенец, направленный в сторону действия основной технологической сИлы (усилия обрезки).
В предлагаемой матрице с целью повышения качества поверхности обрезаемого изделия на ее рабочей поверхности соосно центральному отверстию выполнено углубление, образующее с упомянутой -поверхностью матрицы режущие кромки и имеющее -форму, соответствующую форме обрезаемого изделия.
На фиг. 1 показано расположение подвижной и -неподвижной матриц перед обрезкой изделия; на фиг. 2 - разрез -по Л-А на фиг. 1.
разующее по контуру режущие кромки 2 с рабочей поверхностью. В торце углубления имеется отверстие круглой формы, в которое входит стержень 3 болта.
Поданная заготовка стержнем заталкивается (при рабочем ходе ползуна) подвижной матрицей 4 в цилиндрическое отверстие неподвижной матрицы и приж-имается подголовочной частью к режущим кромкам неподвижной матрицы. При дальнейше.м перемещении подвижной матрицы 4 осуществляется формирование граней головки на заготовке болта.
В .первоначальный момент обрезка происходит одновременно с двух -сторон, пока заготовка не упрется подголовочной частью яо внутреннюю шестигранную опорную поверхность 5 неподвижной матрицы. При дальнейшем перемещении подвижной матрицы формирование головки болта осуществляется только подвижной матрицей.
Предмет изобретения
25
Неподвижная матрица обрезного автомата, например, для обрезки головок болтов, имеющая рабочую часть, вьшолненную в виде усеченной пирамиды со сквозным центральным отверстием, отличающаяся тем, что, с целью повышения качества поверхности обрезаемого изделия, на -рабочей части матрицы соосно центральному отверстию (выполнено углублеНие, образующее с упомянутой поверхностью режущие кромки и имеющее форму, соответствующую форме обрезаемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРЕЗКИ ГОЛОВОК СТЕРЖНЕВЫХ ИЗДЕЛИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312731C1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| СПОСОБ ОБРЕЗКИ ИЗДЕЛИЙ НА ОБРВЗНБ1Х АВТОМАТАХ | 1970 |
|
SU271999A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НЕКРУГЛОЙ ФОРМЫ | 1995 |
|
RU2088366C1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| ::;С^:СОЮЗНАЯ | 1973 |
|
SU382453A1 |
| Двухударный автомат для холодной высадки болтов | 1954 |
|
SU109594A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| СПОСОБ ОБРЕЗКИ ГОЛОВОК СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1995 |
|
RU2083311C1 |
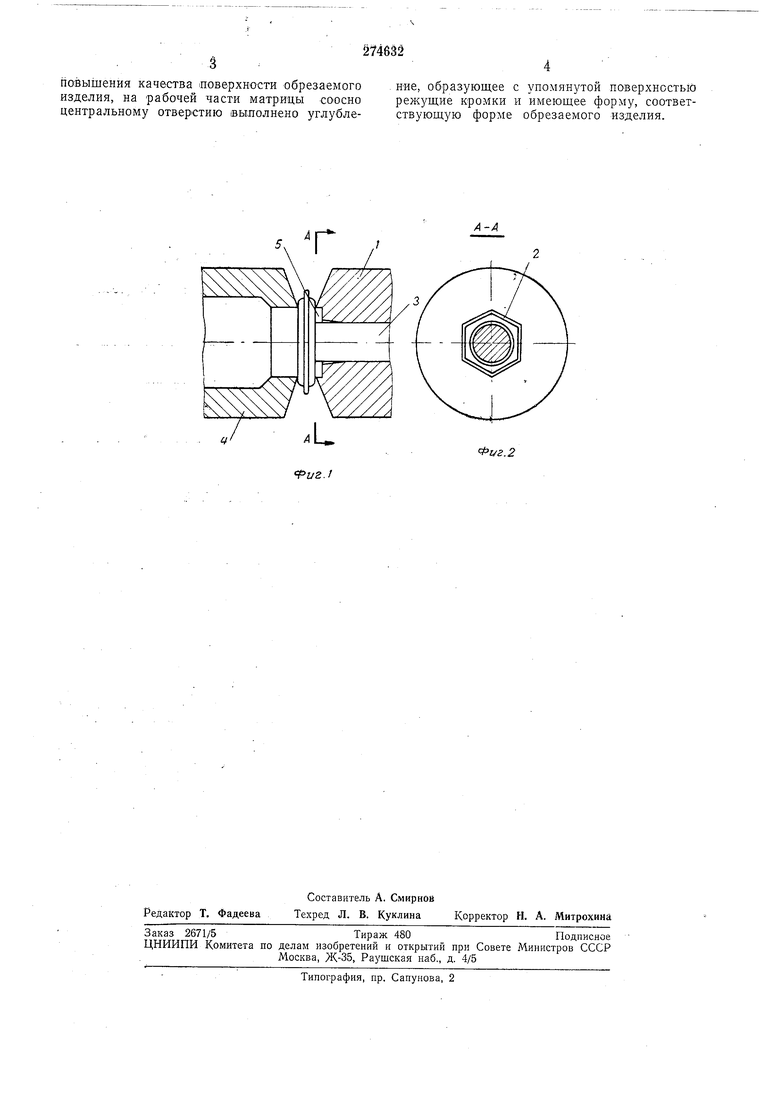
А-А
Фиг. 2
