Известны устройства для шлифования шатунных шеек коленчатых валов на круглошлифовальных станках. В этих устройствах базирование деталей производится либо с использованием призматических онор или в кулачковых патронах, снабженных устройствами для смещения центра. Однако при помощи таких устройств получают невысокую точность размеров радиуса кривошипа, что затрудняет их использование .при .перешлифовке шатунных шеек коленчатых валов нри ремонте.
Предлагаемое устройство отличается тем, что радиальные опоры выполнены в виде вкладышей, центрируемых с осью врашения передней и задней бабок станка при помоши цилиндрических шипов.
Это позволяет повысить точность получения размера радиуса кривошипа коленчатого вала нри перешлифовке шатунных шеек, производительность труда при ремонтных работах и удлинить срок службы коленчатого вала, jfe
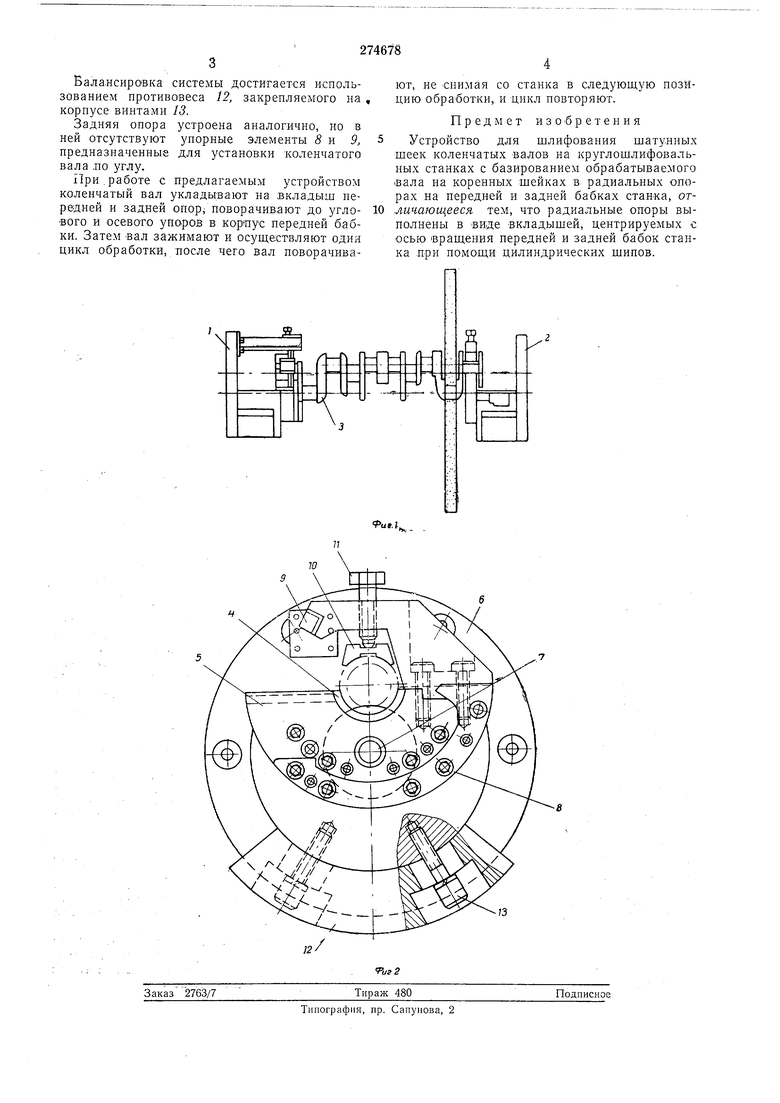
На фиг. 1 изображена схема установки коленчатого вала на станине; на фиг. 2 - эскиз передней опоры.
Устройство состоит из передней опоры /, установленной на нередней бабке шлифовального станка, и задней опоры 2, установленной на задней бабке станка. На опорах своими
коренными шейками укладывается обрабатываемый коленчатый вал 3.
Передняя опора имеет вкладыш 4, на который непосредственно укладывается .коренная шейка обрабатываемого коленчатого вала. Вкладыш является сменным элементом, размер его зависит от размера соответствующей коренной шейки вала. Вкладыш размещается в выточке корпуса 5, который закрепляется винтами к корпусу опоры 6. Корпус опоры крепится на планшайбу .передней бабки шлифовального станка (на чертеже не локазана).
Корпус 5 вкладыша точно центрируется по оси передней бабки станка нри помощи шипа 7, обеснечиваюшего стабильность геометрического размера от опор.ной поверхности вкладыша 4 до оси вращения нередней бабки.
. Упорная скоба 8 предназначена для установки но углу кривошипов крайних щатунных шеек коленчатого вала (нанример, первой и шестой, второй и нятой), а упор 9 - для установки но углу средних шеек коленчатого вала (нанример, третьей и четвертой).
Зажим обрабатываемого коленчатого вала обеснечивается нри номощи нризмы 10, прижимаемой винтом 11, обеспечивающим также передачу крутящего момента. 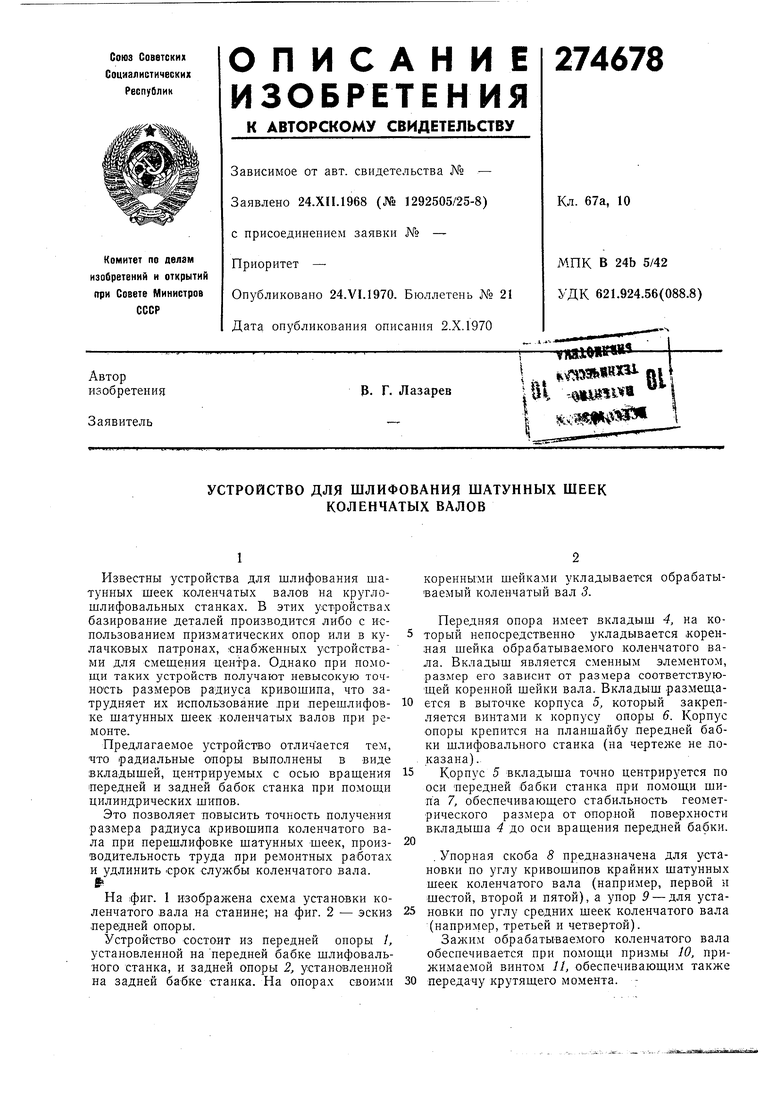
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки шатунных шеек коленчатых валов | 1982 |
|
SU1017472A1 |
| УНИВЕРСАЛЬНЫЙ ФЛАНЦЕВЫЙ ЦЕНТРОСМЕСТИТЕЛЬ | 2011 |
|
RU2481940C2 |
| Центрирующее устройство к шлифовальному станку для обработки коленчатых валов | 1973 |
|
SU560735A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2050249C1 |
| ПРЕДВАРИТЕЛЬНОЕ И ОКОНЧАТЕЛЬНОЕ ШЛИФОВАНИЕ КОЛЕНЧАТОГО ВАЛА ЗА ОДНО ЗАКРЕПЛЕНИЕ | 2000 |
|
RU2240218C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| Устройство для механической обработки шатунных шеек коленчатых валов | 1974 |
|
SU500033A1 |
| ШЛИФОВАЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК И СПОСОБ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ МНОЖЕСТВА ШЕЕК КОЛЕНЧАТОГО ВАЛА | 2008 |
|
RU2470758C2 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОРЕННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2002 |
|
RU2303510C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |
