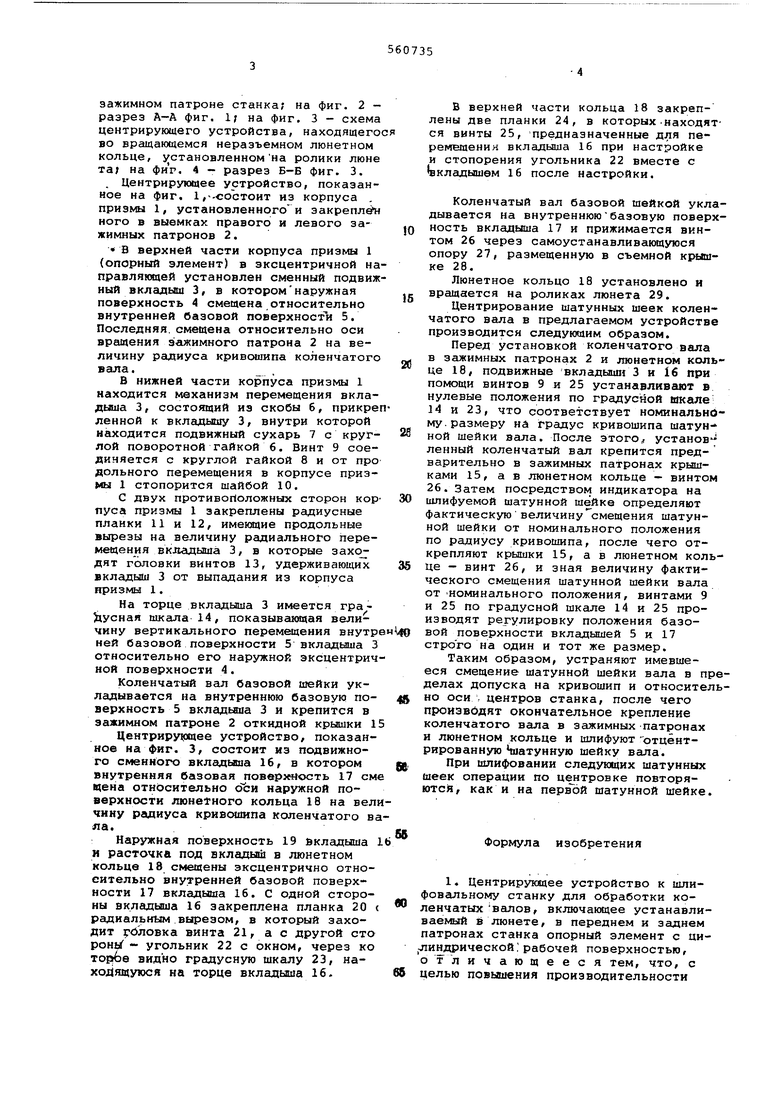
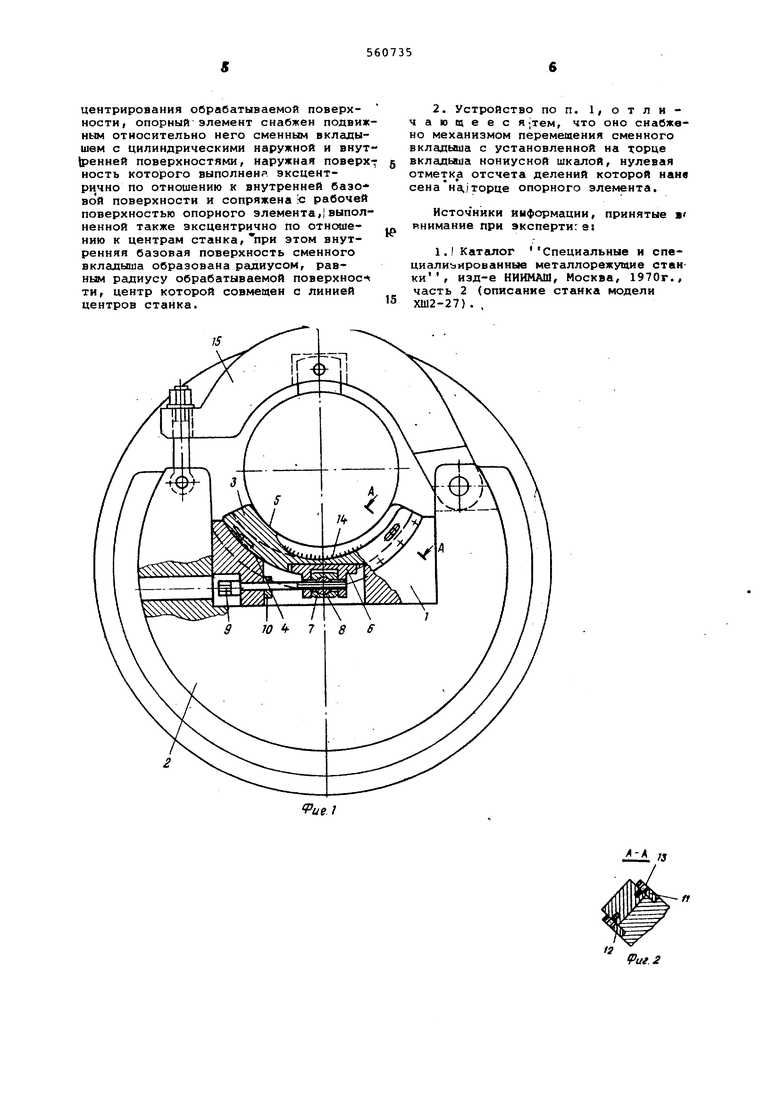
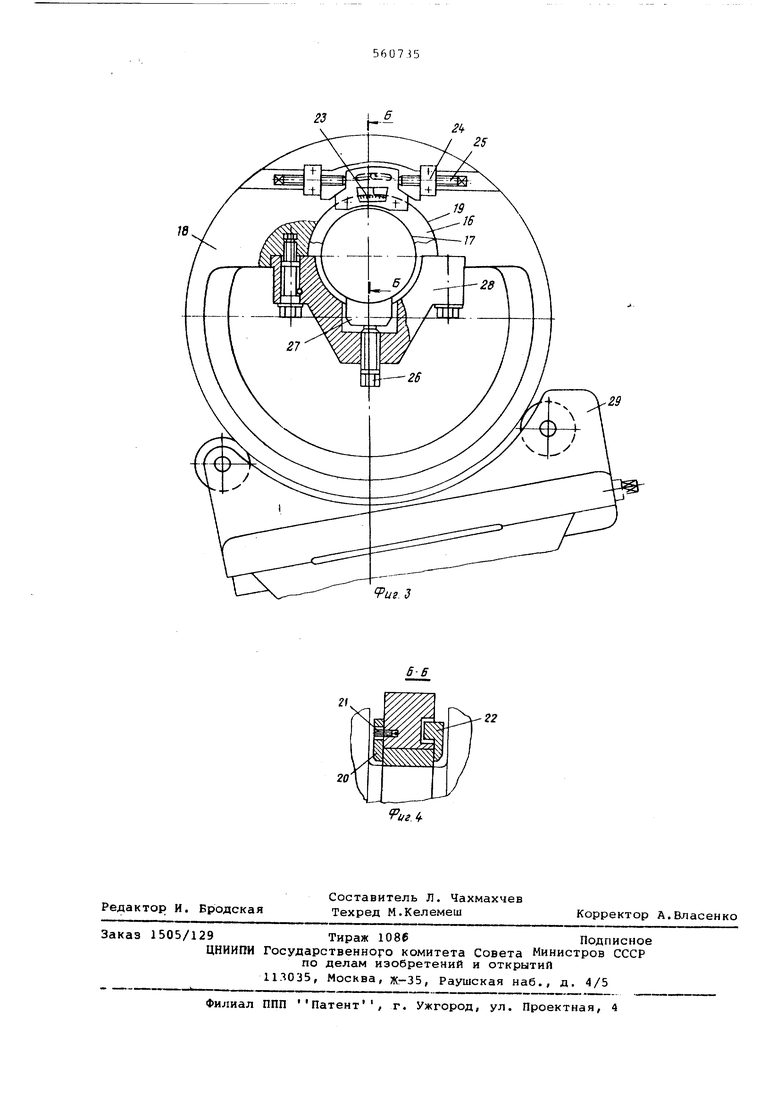
(54) ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО К ШЛИФОВАЛЬНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ зажимном патроне станка; на фиг. 2 разрез А-А фиг. 1; на фиг. 3 - схема центрирующего устройства, находящего во вращающемся неразъемном люнетном кольце, установленномна ролики люне та; на фиг. 4 - разрез Б-Б фиг. 3. Центрирующее устройство, показанное на фиг. 1,-состоит из корпуса , призмы 1, установленногои закреплён ного в выемках правого и левого зажимных патронов 2. В верхней части корпуса призмы 1 (опорный элемент) в эксцентричной на правляющей установлен сменный подвиж ный вклацыш 3, в которомнаружная поверхность 4 смещена относительно внутренней базовой поверхност 5. Последняя, смещена относительно оси вращения зажимного патрона 2 на величину ращиуса кривошипа коленчатого вала.. В нижней части корпуса призмы 1 находится механизм перемещения вкладыша 3, состоящий из скобы б, прикре ленной к вкладышу 3, внутри которой находится подвижный сухарь 7 с кругяой поворотной гайкой 6, Винт 9 соединяется с круглой гайкой 8 и от про дольного перемещения в корпусе приз№1 1 стопорится шайбой 10. С двух противойоложных сторон кор пуса призмы 1 закреплены радиусные планки 11 и 12, имекядие продольные вырезы на величину радиального перемещения вкладыша 3, в которые saxcjj дят головки винтов 13, удерживающих вкладыш 3 от выпадания из корпуса нризмы 1. На торце вкладыша 3 имеется граixycHaw шкала 14, показывающая величину вертикального перемещения внyтp ней базовой поверхности 5 вкладыша 3 относительно его наружной эксцентрич ной поверхности 4. Коленчатый вал базовой шейки укладывается на внутреннюю базовую поверхность 5 вкладыша 3 и крепится в эажимиом патроне 2 откидной крышки 1 Центриряосцее устройство, показанное на фиг. 3, состоит из подвижного сменного вкл 1дыша 16, в котором внутренняя базовая поверхность 17 см щана относительно оЬи наружной поверхнсюти кольца 18 на вел чину радиуса кривошипа коленчатого в Наружная поверхность 19 йкладыша и расточка под вкладыШ в люнетном кольце 18 смещены эксцентрично относительно внутренней базовой поверхности 17 вкладыша 16. С одной стороны вкладыша 16 закреплена планка 20 радиальным .вырезом, в который заходит ipdJiOBxa винта 21, а с другой сто poHbf - угольник 22 с окном, через ко торбе видно градусную шкалу 23, наход щуюся на торце вкладыша 16. В верхней части кольца 18 закреплены две планки 24, в которых .находят ся винты 25, предназначенные для перемещении вкладьпла 16 при настройке и стопорения угольника 22 вместе с вкладышем 16 после настройки. Коленчатый вал базовой шейкой укладывается на внутреннююбазовую поверхность вкладыша 17 и прижимается винтом 26 через самоустанавливающуюся опору 27, размещенную в съемной крышке 28. Люнетное кольцо 18 установлено и вращается на роликах люнета 29. Центрирование шатунных шеек коленчатого вала в предлагаемом устройстве производится следующим образом. Перед установкой коленчатого вала в зажимных патронах 2 и люнетном кольце 18, подвижные вкладыши 3 и 16 при помощи винтов 9 и 25 устанавливают в нулевые положения по градусной шкале 14 и 23, что соответствует номинальному, размеру на градус кривошипа шатунной шейки вала. После этого установленный коленчатый вал крепится предварительно в зажимных патронах крышками 15, а в люнетном кольце - винтом 26. Затем посредством индикатора на шлифуемой шатунной шейке определяют фактическуювеличину смещения шатунной шейки от номинального положения по радиусу кривошипа, после чего открепляют крышки 15, а в люнетном кольце - винт 26, и зная величину фактического смещения шатунной шейки вала от Номинального положения, винтами 9 и 25 по градусной шкале 14 и 25 производят регулировку положения базовой поверхности вкладышей 5 и 17 строго на один и тот же размер. Таким образом, устраняют имевшееся смещение шатунной шейки вала в пределах допуска на кривошип и относительно оси центров станка, после чего производят окончательное крепление коленчатого вала в зажимных-патронах и люнетном кольце и шлифуют отцентрированную Чиатунную шейку вала. При шлифовании следующих шатунных шеек операции по центровке повторяются, как и на первЪй шатунной шейке. Формула изобретения 1. Центрирующее устройство к шлифовальному станку для обработки коленчатых валов, включающее устанавливаемый в люнете, в переднем и заднем патронах станка опорный элемент с цииндрической рабочей поверхностью, обличающееся тем, что, с целью повышения производительности центрирования обрабатываемой поверхности, опорный элемент снабжен подвижным отиосительно него сменнь1м вкладышем с цилиндрическими наружной и внут(ренней поверхностями, наружная поверх ность которого выполнена эксцентрично по отношению к внутренней базовой поверхности и сопряжена ;С рабочей поверхностью опорного элемента, выполненной также эксцентрично по отношению к центрам станка, при этом внутренняя базовая поверхность сменного вкладыша образована радиусом, равным радиусу обрабатываемой поверхносч ти, центр которой совмещен с линией центров станка.
75 2, Устройство по п. 1, отличаю (Ц е е с я|тем, что оно снабжено механизмом перемещения сменного вкладыша с установленной на торце вкладыша нониусной шкалой, нулевая отметка отсчета делений которой нанв ,)торце опорного элемента. Источники иыформации, принятые в внимание при экспертиге: 1. Каталог Специальные и спвциалиьированиые металлорежущие станки , изд-е НИИМАШ, Москва, 1970г., часть 2 (описание станка модели ХШ2-27). ,
Х-А
Риг.2
25
29
9иг.З
