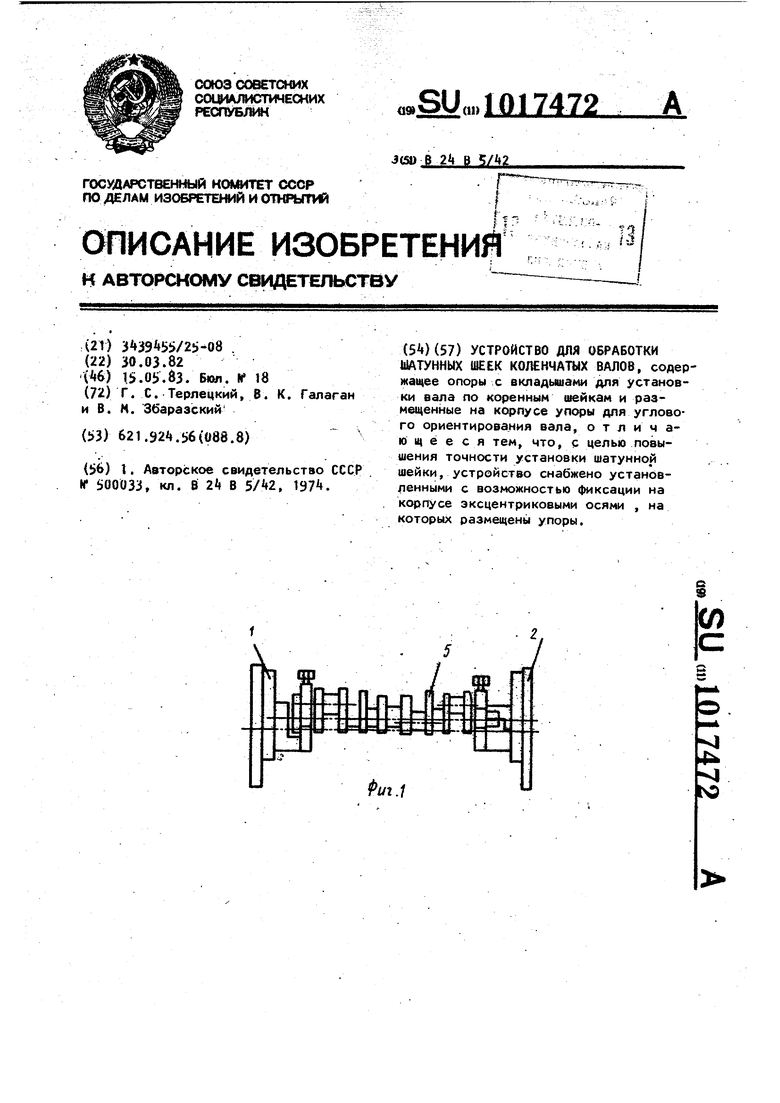
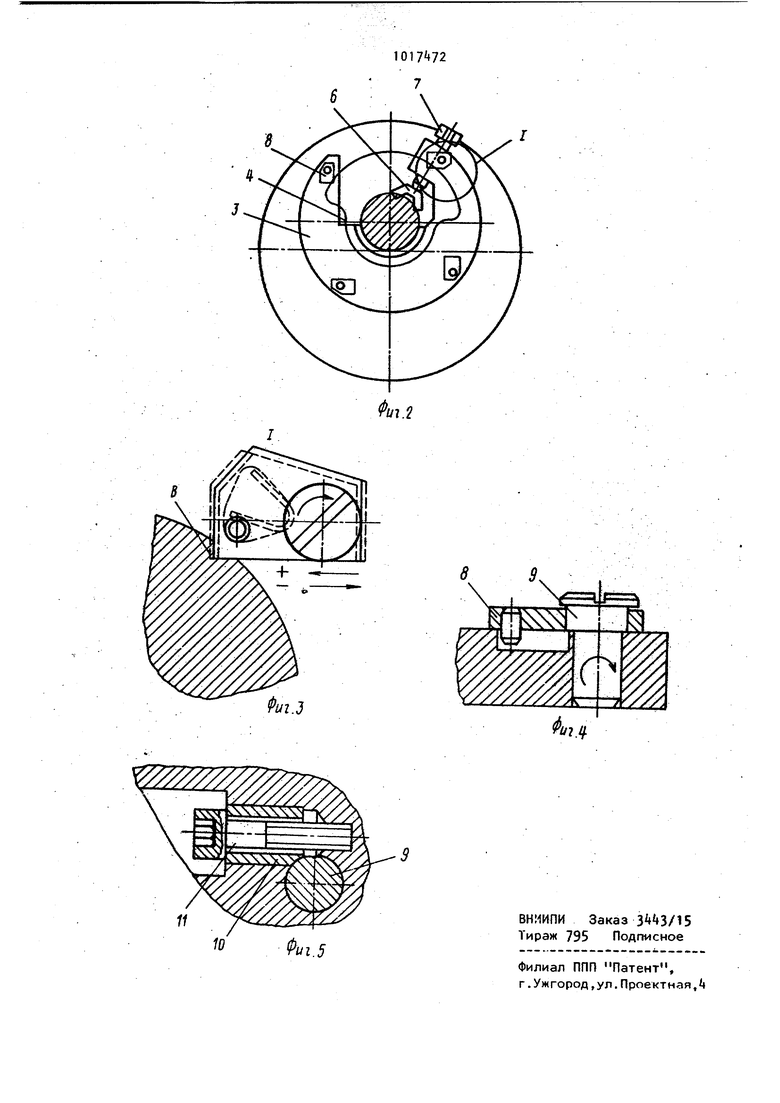
Изобретение относится к технологии машиностроения и может быть использовано при ремонте двигателей внутреннего сгорания . Известно устройство для обработки шатунных шеек коленчатых валов на круглошлифовальных станках, состоящее из двух опор с вкладышами для установки вала коренными шейкам и размещенных на корпусе упоров для углового ориентирования вала с помощью технологической площадки на противовесе коленвала. Механизм фиксации упорной скобы выполнен в виде винтов, жестко связанных с при жимной планкой и взаимодействующих с установленными в корпусе зубчатыми колесами { 1 X Недостатком известного устройств является низкая точность установки шатунной шейки. Цель изобретения т повышение точ ности установки шатунной шейки. Поставленная цель достигается тем, что устройство для обработки ш туиных шеек коленчатых валов, содер жащее опоры с вкладышами для установки вала коренными шейками и размещенные на корпусе упоры для углов го ориентирования вала, снабжено ус тановленными с возможностью фиксаци на корпусе эксцентриковыми осями, н которых размещены упоры. На фиг. 2 изображена схема установки коленчатого вала на шлифовальном станке; на фиг. 2 - передняя опора; на фиг. 3 - схема регули ровки упора; на фиг. и - установка упора на эксцентриковой оси; на фиг. 5 - механизм фиксации эксцентриковой оси после регулировки. Устройство состоит из передней опоры t, устанавливаемой на шпиндель передней бабки шлифовального станка, и задней опоры /., устанавливаемой на задней бабке. Передняя опора имеет корпус 3 со сменным вкладышем k, соответствущем; размеру коренной шейки коленчатого вала 5, призму 6 и болт 7 для крепления коленчатого вала, откидные подпружиненные упоры 8 для угловой ориентации вала(совмещения осей обрабатываемой шатун7 ой шейки и шпинделя станка. Упоры установлены на корпусе с помощью эксцентриковых осей 9f позволяющих производить регул ровку упоров. Для фиксирования эксцентриковой оси после регулировки служат втулка Ц. и.винт 11. Задняя опора устроена аналогично, но не имеет упоров. Коленчатый вал устанавливается своими крайними коренными шейками на вкладыши опор, упирается технологической площадкой В на противовесе а один из упоров, что соответствует соосному положению одной из шатунных шеек и шпинделя станка, закрепляется с помощью призмы 6 и болта 7. После обработки шейки вал раскрепляют и производят переустановку его для шлифования следующей шатунной шейки путем поворота вала на вкладышах до прощелкибания следующего упора 8 и затем обратного доворота до контакта упора и базовой поверхности В лыски (технологическая площадка) и цикл повторяется. Регулировка упоров производится следующим образом. Винт VI отворачивается на несколько оборотов, и втулка 10 освобождает эксцентриковую ось. Поворотом этой оси благодаря ее эксцентриситету упор перемещается в одном из направлений, показанных на фиг. 3. После регулировки эксцентриковая ось снова фиксируется. Таким образом, регулировка каждого упора в отдельности позволяет производить более точную установку шатунной шейки и тем самым уменьшить припуск на обработ ку.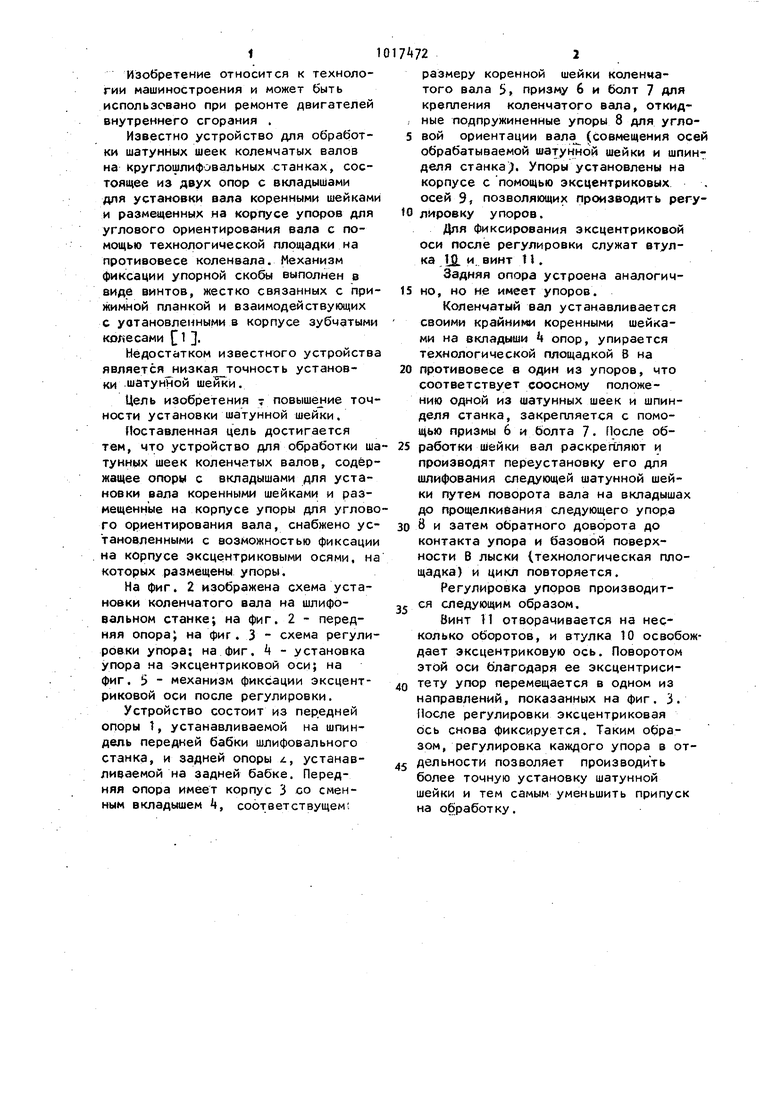
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШТУННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ, содержащее опоры с вкладьшами для установки вала по коренным шейкам и размещенные на корпусе упоры для углового ориентирования вала, о т л и ч аю щ ё е с я тем, что, с целью повышения точности установки шатунной шейки, устройство снабжено установленными с возможностью фиксации на корпусе эксцентриковыми осями , на которых размещены упоры.