В основном авт. св. № 250343 олисано устройство для .сварки изделий -с замкнутой линией шва, преимущественно неповоротных стыков труб, другой, вращающейся в магнитном поле. Такое устройство содержит разъемный неплавящийся электрод, разъемный магнитопровод с полюсными наконечни,, имеющими прямолинейный скос торцовых поверхностей, и катущку возбуждения. При этом центрирование стыков труб относительно оси электрода осуществляют втулками, смонтированными в клещевинах малнитонровода.
Такое выполнение устройства не позволяет контролировать положение свариваемого стыка перед сваркой, неправильная установка которого .приводит к некачественной сварке.
Предлагаемое устройство отличается тем, что оно снабжено дополнительными винтовыми зажимами свариваемых изделий, каждый из которых жестко связан с неподвижной частью разъемного магнитолровода и расположен В(Не камеры сварки, благодаря чему возможно визуальное наблюдение за положением св риваемого стыка.
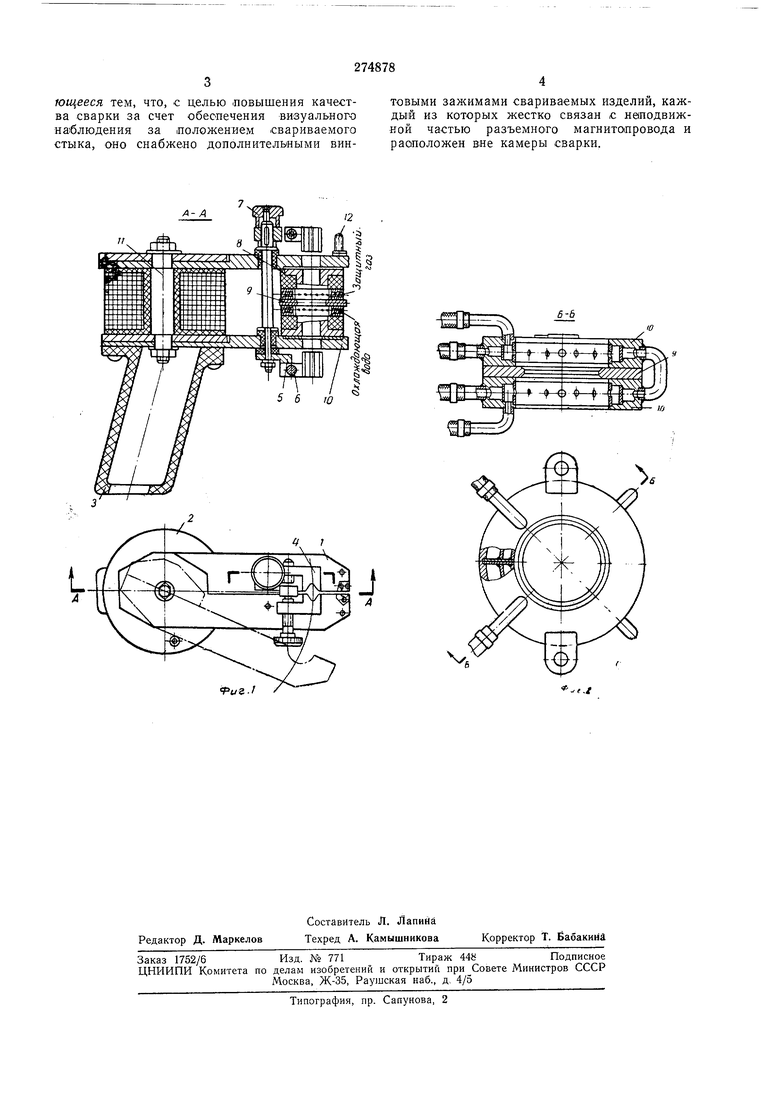
Предлагаемое устройство изображено на фиг. 1 и 2.
пистолетного типа, механизм зажатия и центрирования свариваемых труб, состоящий из четырех призм 4, укрепленных на нижней и верхней полках ненодвил ной клещевины с помощью стоек 5, и ходовых винтов 6 с левой и правой резьбой. Верхняя стойка 5 может опускаться по вертикали при завинчивании нажимной гайки 7, что обеспечивает поджим одной трубы относительно другой перед
сваркой. К подвижной и неподвии ной клещевинам крепятся жестко полюсные наконечники 8 магнитопровода с прямолинейным скосом, обеспечивающие требуемое изменение магнитного зазора по контуру свариваемого
изделия, и электрод 9 с охлаждаемыми подкладками 0. При закрытии камеры подвижная клещевина поворачивается относ1 тельно оси 11, и защелка 12 обеспечивает соединение клещевин во время сварки (в рабочем положении) без видимых зазоров.
На фиг. 2 показано применение разъемного кольцевого электрода, охлаждаемого за счет .плотного контактирован 1я с ох.1аждаемой водой разъемной медной камерой-подкладкой,
обеспечивающей одновременно и подачу защитного газа в камеру сварки.
ющееся тем, что, с целью .повышения качества сварки за счет обеспечения визуального наблюдения за положением свариваемого стыка, оно снабжено дополнительными винтовыми зажимами свариваемых изделий, каждый из которых жестко связан с неподвижной частью разъемного магнитапровода и расположен вне камеры сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ НЕПОВОРОТНЫХ стыков ТРУБ | 1969 |
|
SU243757A1 |
| УСТРОЙСТВО для СВАРКИ НЕПОВОРОТНЫХ стыков ТРУБ | 1970 |
|
SU288197A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1516280A1 |
| Устройство для электронно-лучевой сварки | 1960 |
|
SU135558A1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2331945C1 |
| Способ дуговой сварки | 1976 |
|
SU647075A1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ТРУБОПРОВОДОВ | 2009 |
|
RU2404471C1 |
| Мундштук для электрошлаковой сварки | 1980 |
|
SU880670A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| Устройство для сварки неповоротных стыков труб | 1987 |
|
SU1505728A1 |
А- А
12
SPt/e5-6
