Известны устройства для сварки неповоротных стыков труб электрической дугой, враш,ающейся в магнитном поле, состоящие из корпуса с установленным в нем кольцевым электродом и магнитопровода с электромагнитами.
Предлагаемое устройство отличается от известных тем, что кольцевой электрод и полюсные башмаки магнитопровода выполнены разъемными в диаметральной плоскости, при этом одно его полукольцо н два полубашмака магнитопровода жестко закреплены на корпусе, а другое - на установленной в корпусе при помощи резьбовой втулки подвижной штанге, на которой также закреплены электромагниты магнитопровода.
Эффективность предлагаемого устройства состоит в том, что оно позволяет осуществлять сварку неповоротных стыков трубопроводов в труднодоступных местах благодаря отсутствию подвижных частей и малым габаритам.
На чертеже показано предлагаемое устройство.
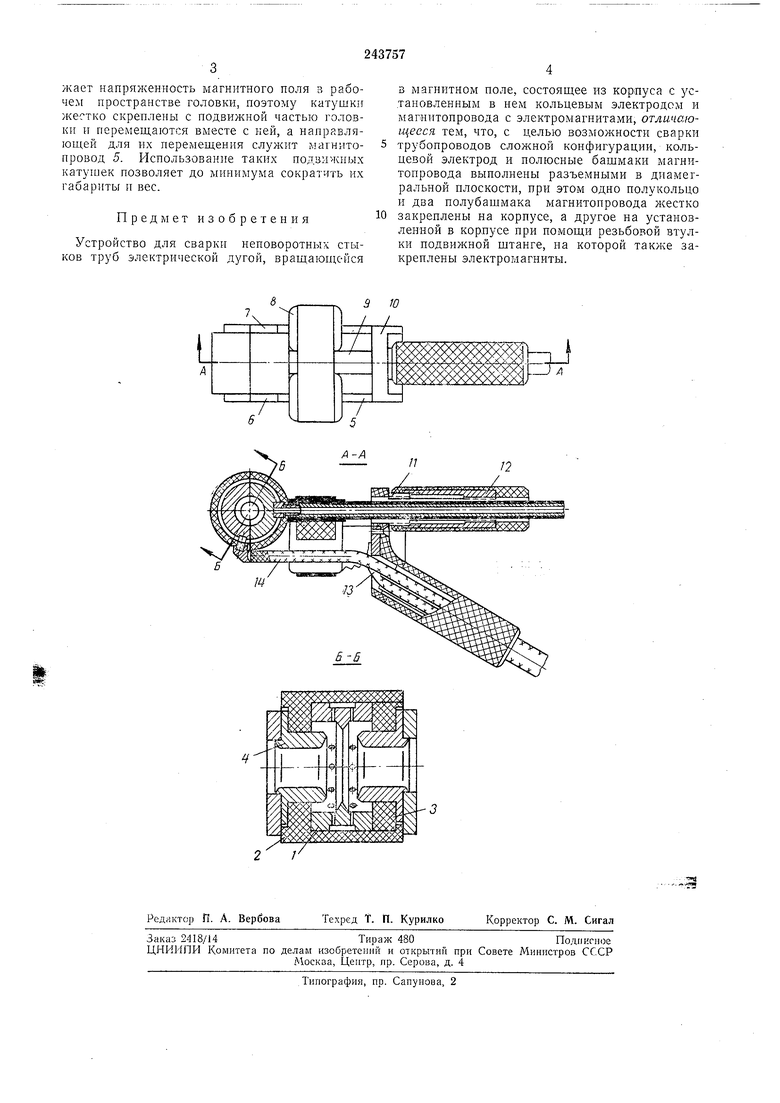
Оно состоит из головки, магнитной системы и зажимного механизма.
Головка содержит электрод /, две изоляционые проставки 2 к 3 и два полюсных башмака 4. Все детали имеют общий разъем в диаметральной плоскости. Одна из частей головки жестко закреплена с магнитной системой, вторая неподвижна. Детали головки образуют камеру, в которую через кольцевую проточку
и радиальные отверстия в теле электрода 1 вводится защитный газ.
Магнитопровод 5 магнитной системы состоит из ненодвижной части, скрепленной с иенодвижной частью головки, и двух подвижных частей 6 н 7, закрепленных на подвижной части головки. Па магнитопроводе 5 расположены также две катущки электромагнита 8. Зажимной механизм содерлсит полую металлическую штангу 9, соединенную с подвижной частью головки, стойку 10, укрепленную на магнитопроводе 5, втулку // и рукоятку 12. Рукоятка имеет две резьбы, одной из которых она соединена со втулкой //, а другой - со
штангой 9. Рукоятка и стойка изготовлены из изоляционного материала.
Токоподвод к изделию осушествляется через полюсные башмаки 4 и магнитопровод 5, к которому подведен сварочный кабель 13. Ток к
обоим полукольцам электрода подводится через кабель 14 и штангу 9, служащую одновременно для подвода защитного газа к головке. Подвил ная часть головки для установки и снятия устройства с изделия перемещается при
вращении рукоятки. Вследствие разного шага резьбы на втулке 11 и штанге 9 происходит перемешение последней, при этом обеспечивается плотный зажим свариваемых деталей полюсными башмаками 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ CTblKOB ТРУБ | 1968 |
|
SU220385A1 |
| УСТРОЙСТВО для СВАРКИ НЕПОВОРОТНЫХ стыков ТРУБ | 1970 |
|
SU288197A1 |
| УСТРОЙСТВО для СВАРКИ ИЗДЕЛИЙ с ЗАМКНУТОЙ ЛИНИЕЙ ШВА | 1970 |
|
SU274878A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Индукционный преобразователь | 1980 |
|
SU943616A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ | 1972 |
|
SU326031A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU278925A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
