Известен способ автоматической стабилизации прокатки с малым натяжением на непрерывных прокатных станах, при котором величина натяжения проката определяется по величине .прогиба.
Предложенный способ отличается -применением датчика, с помощью которого измеряют прогиб металла з момент касания раскатом (передаточного стола.
Сигнал датчика используют для управления релейным элементом. Эта особенность способа позволяет стабилизировать определенную величину натяжения.
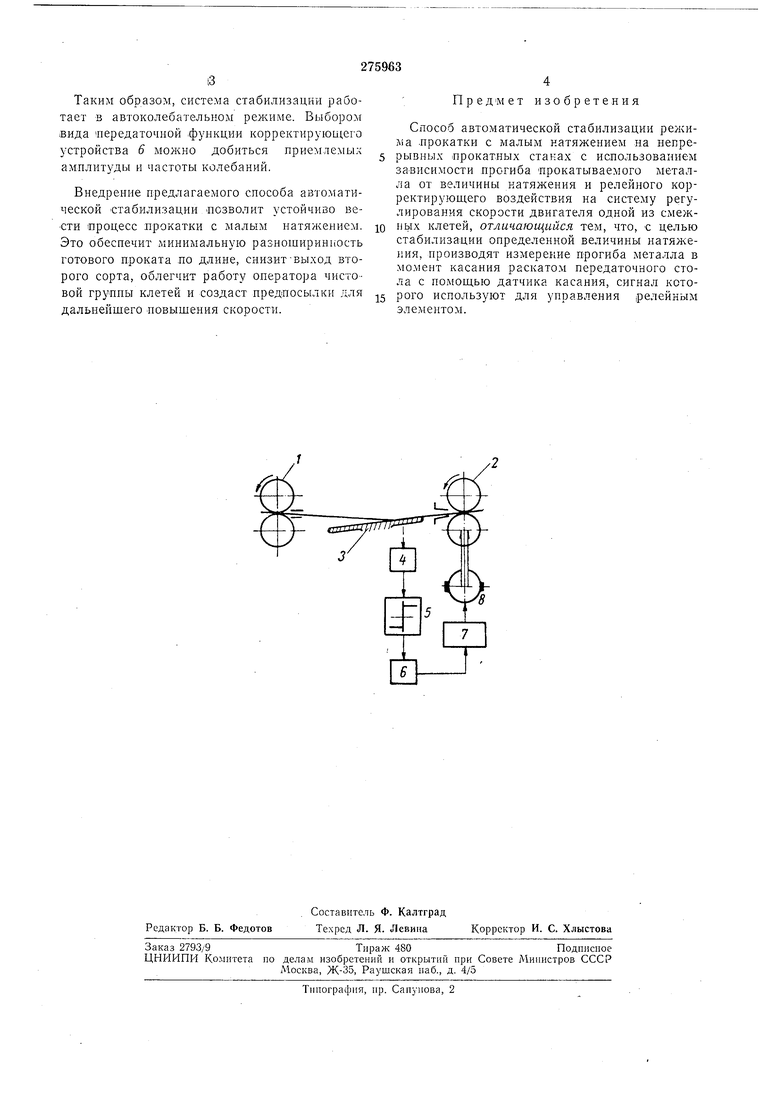
На чертеже представлена блок-схема системы, .реализующей предлагаемый способ.
Система содержит валки предыдущей / и последующей 2 клетей данного межклетевого промежутка, передаточный стол 3, датчик касания 4, двухпозиционный релейный элемент 5, корректирующее устройство 6, система 7 автоматического регулирования скорости прокатного двигателя, прокатный двигатель 8. Стрелкой показано нанравление тарокатки.
Датчик касания 4 служит для определения момента касания раскатом передаточного стола. Он может быть любого типа - электрическим, индуктивным, емкостным и т. д. Устанавливают его непосредственно на столе. Двухпозиционный релейный элемент 5 переключает знак напряжения постороннего источника при касании раскатом передаточного стола. Корректирующее устройство 6 представляет собой электрический четырехполюсник с передаточной функцией, обеспечнвающей необходимое качество работы системы стабилизации. Система 7 автоматического регулирования скорости поддерживает заданную скорость вращения прокатного двигателя (.может быть любого известного типа).
Работает система следующим образом.
Пусть в некоторый момент времени натяжение в раскате велико и он не касается передаточного стола. В этом случае с выхода релейного элемента 5 на вход системы 7 автоматического регулирования скорости прокатного двигателя поступает корректирующее .напряжение такого знака, что скорость двигателя последующей клети уменьшается. При уменьшении скорости уменьшается натяиуение
в раскате, и его прогиб под действием силы возрастает. При некоторой величине прогиба раскат касается передаточного стола, что вызывает срабатывание датчика касания и переключение релейного элемента. На вход
САРС поступает корректирующее напряжение противоположного знака, и скорость двигателя начинает возрастать. При увеличении скорости увеличивается натяжение, уменьшается прогиб раската, и он вновь отрывается от поТаким образом, система стабилизации работает в автоколебательном режиме. Выбором .вида передаточной функции корректирующего устройства 6 добиться приемлемых амплитуды и частоты колебаиий.
Внедрение предлагаемого способа автоматической стабилизации лозволит устойчиво вести ороцесс прокатки с малым натяжением. Это обеспечит минимальную разноширинность готового проката по длине, снизит-выход второго сорта, облегчит работу оператора чистовой группы клетей и создаст предпосылки для дальнейшего повышения скорости.
Предмет изобретения
Способ автоматической стабилизации режима .прокатки с малым натяжением на непрерывных прокатных станах с использованием зависимости прогиба прокатываемого металла от величины натяжения и релейного корректирующего воздействия на систему регулирования скорости двигателя одной из смежibix клетей, отличающийся тем, что, с целью стабилизации определенной величины натяжения, производят измерение прогиба металла в момент касания раскатом передаточного стола с помощью датчика касания, сигнал которого используют для управления |релейным элементом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО БЕСКОНТАКТНОГО | 1966 |
|
SU184786A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СТАБИЛИЗАЦИИ РЕЖИМА ПРОКАТКИ НА НЕПРЕРЫВНЫХ СТАНАХ | 1969 |
|
SU256840A1 |
| Способ определения вытяжки металла при прокатке в валках непрерывного стана | 1982 |
|
SU1071340A1 |
| СПОСОБ ЗАДАНИЯ СКОРОСТНОГО РЕЖИМА НЕПРЕРЫВНОЙ ГРУППЫ ПРОКАТНЫХ КЛЕТЕЙ СТАНА ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛА С ОБЕСПЕЧЕНИЕМ МИНИМАЛЬНОГО НАТЯЖЕНИЯ В МЕЖКЛЕТЕВЫХ ПРОМЕЖУТКАХ | 2002 |
|
RU2198753C1 |
| Устройство для регулирования скорости | 1982 |
|
SU1035561A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С ПЕТЛЕЙ СОРТОВОГО МЕТАЛЛА И ПРОВОЛОКИ | 1998 |
|
RU2139157C1 |
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
