Известны способы автоматической стабилизации режима прокатки на непрерывных станах, использующие состояние прокатываемого металла в межклетьевом промежутке для регулирования скоростей приводом смежных клетей.
На подавляющем большинстве непрерывных станов управление режимом прокатки осуществляется оператором, который воздействует на металл изменением скоростей двигателей прокатных клетей, причем состояние металла в межклетьевом промежутке оператор оценивает по величине прогиба металла визуально или по положению петледержателя.
Предложенный способ позволяет автоматизировать процесс стабилизации режима непрерывной прокатки, что повысит производительность и качество выпускаемой продукции при прокатке с натяжением.
Сущность способа состоит в том, что в качестве критерия состояния металла в межклетьевом промежутке принимают одновременно или порознь прогиб и частоту колебаний раската. Эти параметры измеряют по двум отдельным каналам при помощи одного и того датчика положения металла, которым может служить любой достаточпо чувствительный бесконтактный измеритель перемещения раската в вертикальной плоскости; выходной сигнал такого датчика содержит информацию о величине малых стрел прогиба прокатываемого металла и его колебаний. Измеренные величины прогиба и частоты колебаний раската сравнивают с запомненными значениями этих величин, которые имели место во время настройки стана оператором в момент переключения на режим автоматической стабилизации. Запомненные значения прогиба и частоты колебаний, таким образом, являются
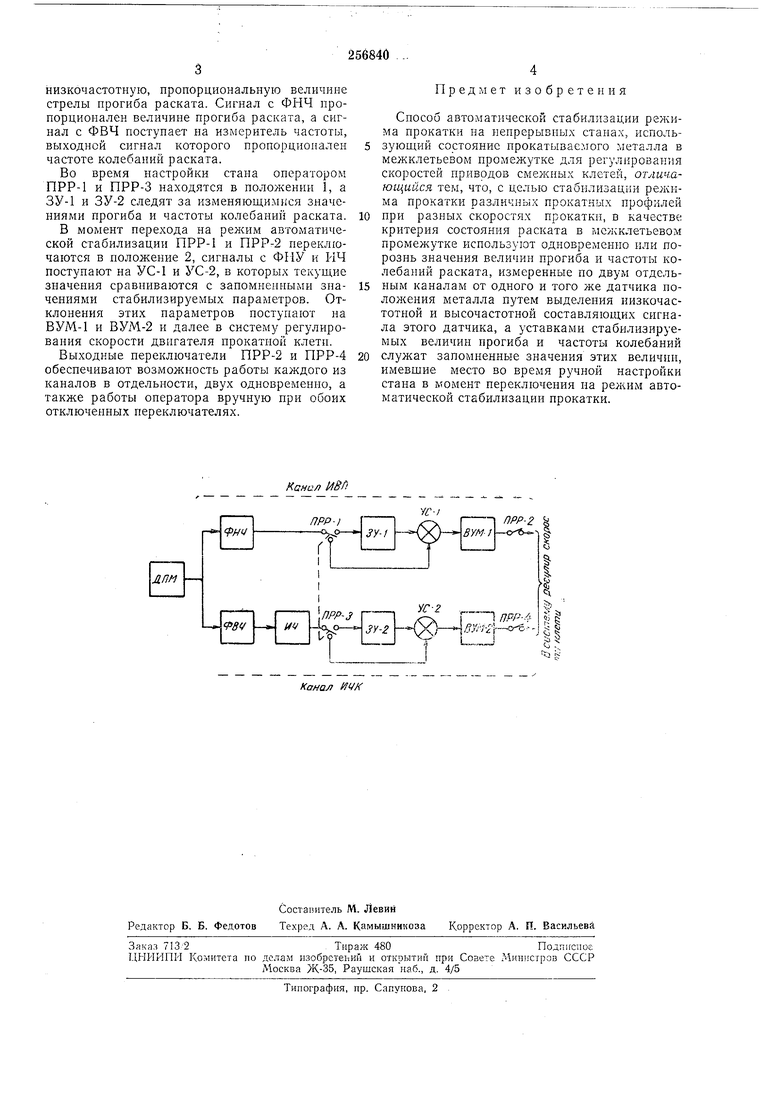
уставками в процессе стабилизации, а рассогласования между ними и текущими значенияви во время непрерывной прокатки управляют двигателями прокатных клетей. На чертеже показана возможная блок-схема реализации предложенного способа. Здесь ДПМ - датчик положения металла; ФНЧ и ФВЧ - фильтры низких и высоких частот соответственно; ЗУ-1 п ЗУ-2 - запоминающие устройства; УС-1 и УС-2 - узлы сравнения;
ВУМ-1 и ВУМ-2 - выходные усилители мощности; ПРР-1, ПРР-2, ПРР-3, ПРР-4 - переключатели рода работы; ИЧ - измеритель частоты.
Блок-схема состоит из двух каналов: канала измерения частоты колебаний раската ИЧК и канала измерения величины прогиба ИВП, работающих от одного и того же датчика ДПМ, выходной сигнал которого содержит две составляющие: высокочастотную, пропорнизкочастотную, пропорциональную величине стрелы прогиба раската. Сигнал с ФНЧ пропорционален величине прогиба раската, а сигнал с ФВЧ поступает на измеритель частоты, выходной сигнал которого пропорционален частоте колебаний раската.
Во время настройки стана оператором ПРР-1 и ПРР-3 находятся в положении 1, а ЗУ-1 и ЗУ-2 следят за изменяющимися значениями прогиба и частоты колебаний раската.
В момент перехода на режим автоматической стабилизации ПРР-1 и ПРР-2 переключаются в положение 2, сигналы с ФИУ и ИЧ поступают на УС-1 и УС-2, в которых текущие значения сравниваются с запомненными значениями стабилизируемых параметров. Отклонения этих параметров поступают на ВУМ-1 и ВУМ-2 и далее в систему регулироваиия скорости двигателя прокатной клети.
Выходные переключатели ПРР-2 и ПРР-4 обеспечивают возможность работы каждого из каналов в отдельности, двух одновременно, а также работы оператора вручную при обоих отключенных переключателях.
Предмет изобретения
Способ автоматической стабилизации режима прокатки на непрерывных станах, использующий состояние прокатываемого металла в межклетьевом промежутке для регулирования скоростей приводов смежных клетей, отличающийся тем, что, с целью стабилизации ре кнма прокатки различных прокатных профилей
при разных скоростях прокатки, в качестве критерия состояния раската в межклетьевом промежутке используют одновременно или порознь значения величин прогиба и частоты колебаний раската, измеренные по двум отдельным каналам от одного и того же датчика положения металла путем выделения низкочастотной и высочастотной составляющих сигнала этого датчика, а уставками стабилизируемых величин прогиба и частоты колебаний
служат запомненные значения этих величин, имевщие место во время ручной настройки стана в момент переключения на режим автоматической стабилизации прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СТАБИЛИЗАЦИИ РЕЖИМА ПРОКАТКИ | 1970 |
|
SU275963A1 |
| Устройство для контроля за правильной работой прокатного стана | 1981 |
|
SU939147A1 |
| Способ определения вытяжки металла при прокатке в валках непрерывного стана | 1982 |
|
SU1071340A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ СОРТОВОГО МЕТАЛЛА | 1998 |
|
RU2135314C1 |
| Способ формирования длины проката непрерывным станом | 1977 |
|
SU764758A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С ПЕТЛЕЙ СОРТОВОГО МЕТАЛЛА И ПРОВОЛОКИ | 1998 |
|
RU2139157C1 |
| СПОСОБ ПРОКАТКИ СТЕРЖНЕВОЙ ТЕРМОУПРОЧНЕННОЙ АРМАТУРЫ | 2004 |
|
RU2254179C1 |
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
Кма/7 ffV/C
Xf-.№/-. 5;. §
-ЧХЬЧ -- Н -г Ь I
V L.
--г--11I i
