Изобретение относится к области сварочной техники и может быть использовано на станах «бесконечной прокатки.
Известен способ установки заготовки, при котором перемещают «бесконечную заготовку, ускоренно подают привариваемую заготовку до соирикосновения с торцом «бесконечной заготовки, устанавливают обе заготовки в зоне сварки при помощи упора и зажимают их в сварочной машине. Недостатком известного способа является невысокая точность устанозки концов свариваемых заготовок.
Предложенный способ отличается тем, что «бесконечную заготовку зажимают летучим зажимом и перемещают ее до упора сов-аестно с зажилюм, а зажим обеих заготовок в стыкосварочной мащипе осуществляют одновременио. Это позволеят повысить производительиость и качество сварного соединения.
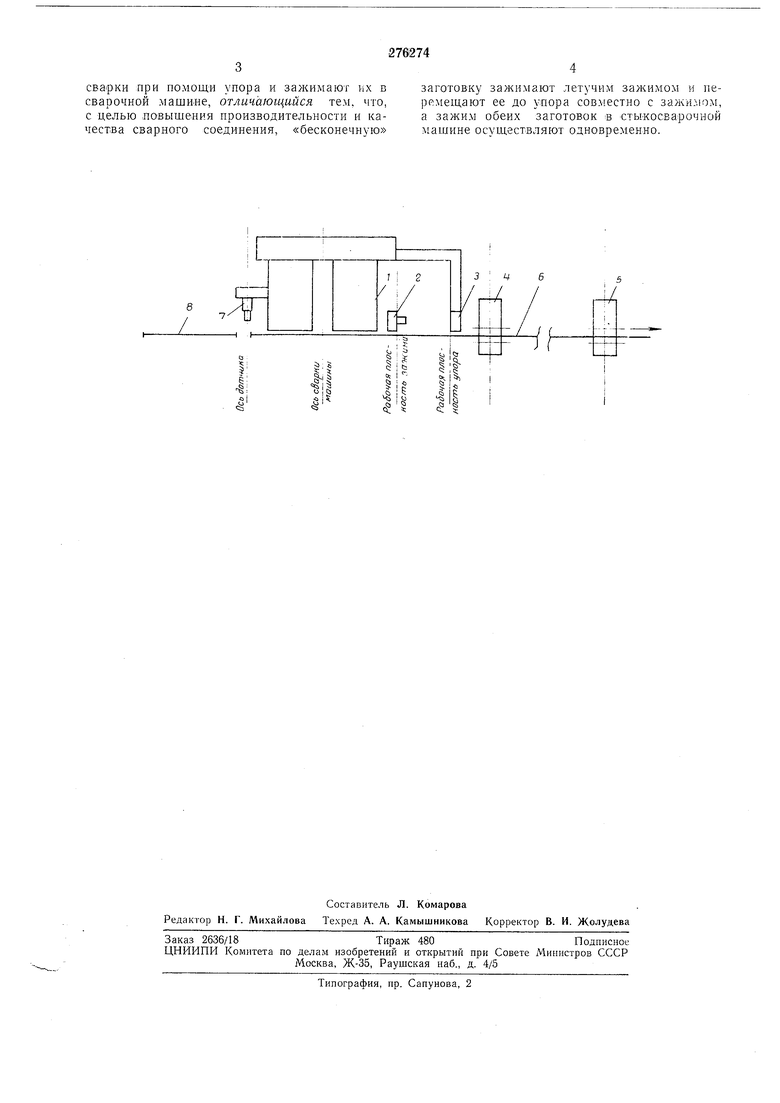
На чертел-се представлен участо-к сварки стана «бесконечной прокатки., 1вид сбоку.
Предлагаемый способ установки заготовок в стьжосварочной мащине заключается в следующем.
После очередной сварки стыкосварочная мащина /, летучий зажим 2 с гидравлическим амортизатором, находящийся в исходном положении (т. е. у машины), и глухой упор 3 гфопускают приводимую тянущими роликалги 4 и непрерывным стаиом 5 заготовку 6. Быстродейстзующий зажим 2 зажимает бесконечную заготовку б, когда конец ее проходит линию действия датчика 7 и продолжает двигаться Вместе с заготовкой.
Расстояние между линией действия датчика и осью сварки л1ашины / равно рабоче.му ходу зажима 2. После захвата зажимом заготовки 6 ускоренно подают новую привариваемую заготовку 8 до встречи с торцом «бесконечной, после чего заготовки вместе продвигают в стыкосварочную машину.
Глухой упор 3 встречает зажим 2, смягчив удар гидравлическим амортизатором, и оста1 авливает заготовки так, что торцы их оказываются по оси сварки стыкосзарочиой машины. После установки концов заготовок в машине их зажимают обеими плитами и производят сварку.
Предлагаемый способ установки заготовок можио примеиять как на стационарных, так и на летучи.ч стыкосварочных машинах.
П ,р е д м е т изобретения
Способ установки заготовок в мащине для контактной стыковой сварки, при которо г нере;чещают «бесконечную заготовку, )скореино подают привариваемую заготовку до соприкосновения с торцом «бесконечной заготовки, устанавливают обе заготовки в зоне
сварки при помощи упора и зажимают их в сварочной машИНе, отличающийся тем, что, с целью ловышения производительности и качества сварного соединения, «бесконечную
заготовку зажимают летучим зажимом и иеремещают ее до уяора совместно с зажи;мом, а зажим обеих заготовок :в стыкосварочной машине осуществляют одновременно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ЗАГОТОВОК В ДВИЖЕНИИ | 1970 |
|
SU262288A1 |
| СПОСОБ СВАРКИ ЗАГОТОВОК В ДВИЖЕНИИ | 1972 |
|
SU339362A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
| Участок сварки заготовок | 1985 |
|
SU1294530A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277463C2 |
| Участок сварки стана бесконечной прокатки | 1977 |
|
SU743730A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Мшина для контактной стыковой сварки | 1965 |
|
SU471974A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |