1
В настоящее время для повышения производительности и полной автоматизации прокатных станов применяют бесконечную прокатку со стыковой сваркой заготовок, нагретых до температуры прокатки, на специальной сварочной машине, устанавливаемой между нагревательной печью и первой клетью стана.
Заготовки, нагретые до температуры прокатки, сваривают непрерывным оплавлением.
Поступающие на прокатный стан, а затем на сварку заготовки после резки их на стационарных или летучих ножницах имеют загнутые концы и торцы неправильной формы, что затрудняет получение качественного сварного соединения, а при дальнейшей прокатке приводит к образованию закатов и других дефектов.
Известные машины для контактной стыковой сварки не снабжены устройствами для подготовки свариваемых торцов.
Предлагаемая машина позволяет придавать свариваемым торцам заготовок одинаковую форму и размеры и совмещать их непосредственно перед сваркой.
Это достигается установкой на основании машины между обеими парами токоподводящих губок двух пуансонов с профилированными калибрами, расположенными друг против друга и имеющими возможность перемен1.аться под действием привода, например гидравлического, один навстречу другому перпендикулярно к направлению осадки, причем в результате перемещения происходит совместный обжим концов заготовок, которые затем окончательно зажимаются в губках для сварки. Один из пуансонов установлен на рычаге с возможностью поворота под действием самостоятельного гидроцилиндра, а другой снабжен защитной заслонкой.
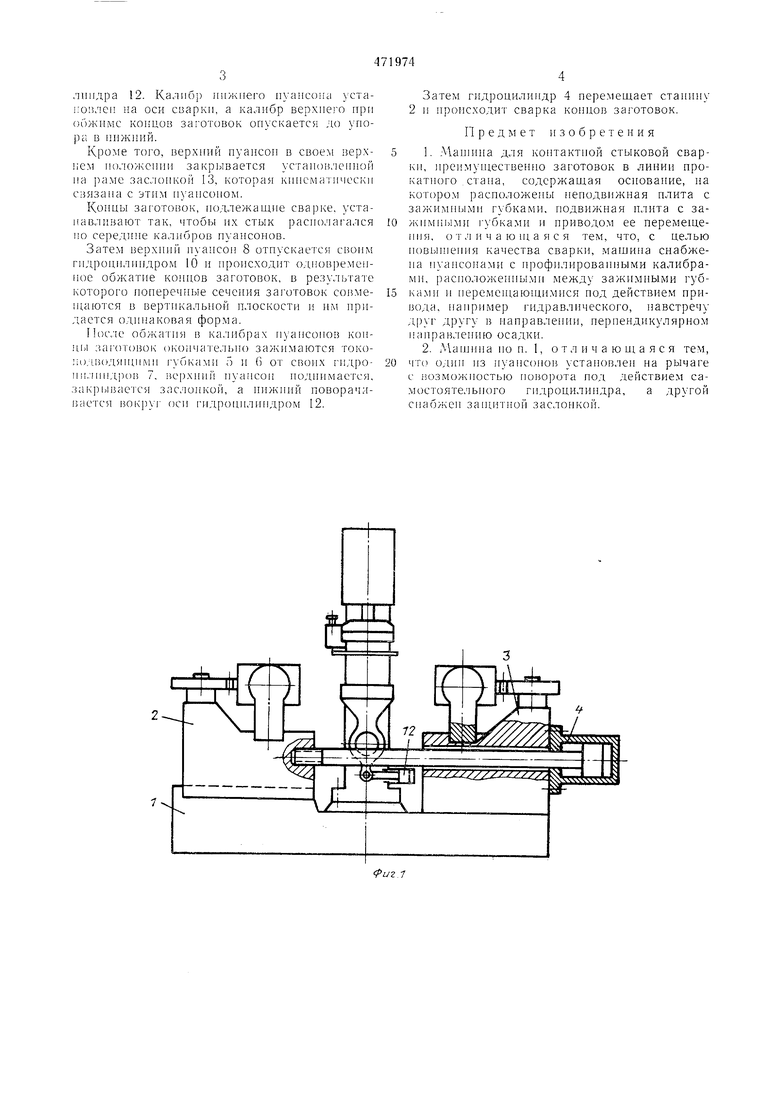
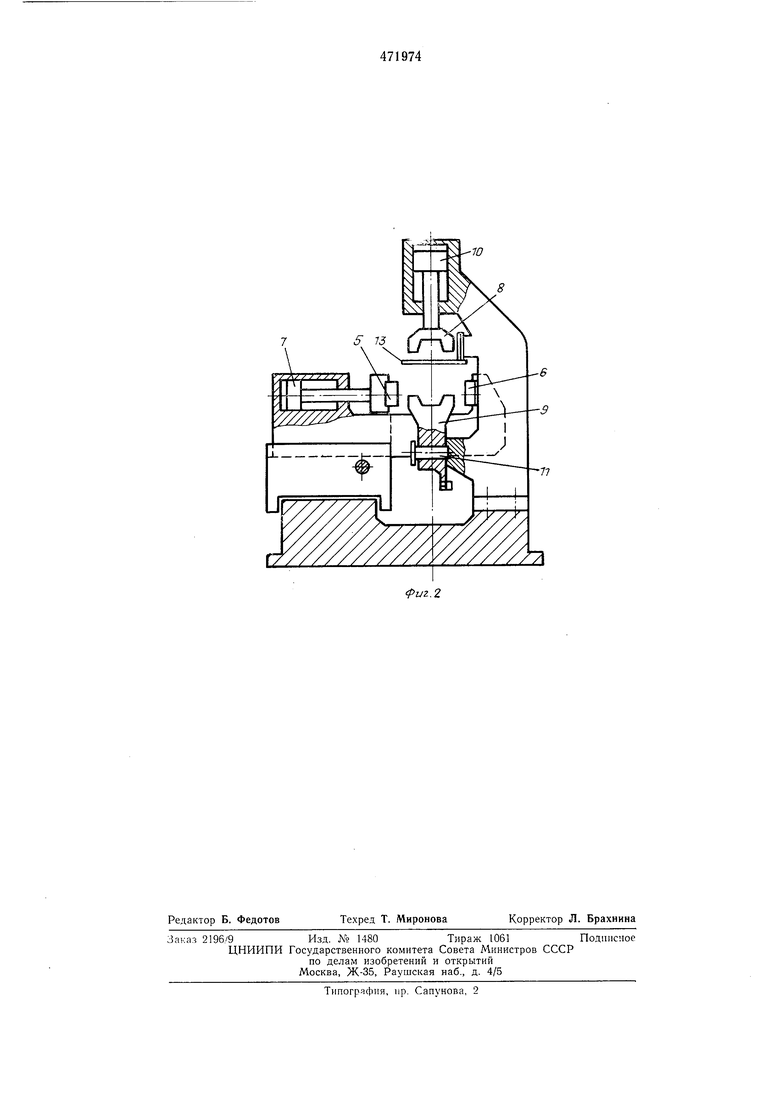
На фиг. 1 изображен общий вид мащины; на фиг. 2 - разрез по ее оси.
На основании 1 машины расположены подвижная 2 и неподвижная 3 станины. Неподвижная станина жестко связана с основанием, а подвижная перемещается в его направляющих при помощи гидравлического цилиндра 4. В станинах смонтированы механизмы зажима, каждый из которых состоит из двух
токоподводящих губок 5, 6 и гидравлического цилиндра 7.
На основании машины между обеими парами токоподводящих губок смонтированы два пуансона 8 и 9 с профилированными калибрами, расположенными друг против друга. Верхний пуансон 8 закреплен на штоке гидроцилиндра 10 и перемещается в направлении, перпендикулярном направлению осадки. Нижний пуансон закреплен на рычаге, поворачиваюн1емся на оси 11 при помопц гндропилиидра 12. Калибр нижнего пуансона уста1:овле11 па оси сварки, а калнбр верхнего при оожнмс концов заготовок опускается до унора в ппжпий.
Кроме того, верхний пуансоп в своем верхнем нодожсппп закрывается установленной на раме заслонкой 13, которая кппематнческн связана с этим пуансоном.
Концы заготовок, нодлежащне сварке, устанавливают так, чтобы их стык раснолагался но середине калибров пуансонов.
Затем верхннй нуансоп 8 отпускается своим гидроинлиндром 10 и пропсходит одновременное обжатие концов заготовок, в результате которого поперечные сечеиия заготовок совменипотся в вертикальной плоскости и им иридается одинаковая форма.
После обжатия в калибрах пуансонов коиць1 aaiOToBOK окончательно зажнмаются токо;;о,)дян1нмн 1-убками 5 и 6 от своих гидроцилиндров 7, верхний нуансои иодиимастся, закрывается заслонкой, а иижиий поворачл ается liOKpyi- оси г1гдронил1П1дром 12.
Затем гидроцилиидр 4 иеремещает стаиину 2 и ироисходит сварка концов заготовок.
Предмет изобретения
1. Маишиа для контактиой стыковой сварки, иреимуи1ественно заготовок в линии ирокатиого стана, содержаидая осиоваиие, на котором расположены неиодвижная плита с зажимными губками, подвижная илита с зажнмиыми губками и приводом ее перемещения, отличающаяся тем, что, с целью новьпиеиия качества сварки, машина снабжена нуансонами с нрофилированными калибрами, расположенными между зажимными губками и неремещающимися иод действием привода, например гидравлического, навстречу д|)уг другу в иаиравлении, перпендикулярном наиравлению осадки.
2. Машина но п. 1, отличающаяся тем,
что одни из иуансоиов установлен иа рычаге с Бозможиостью поворота под действием самостоятельиого гидроцилиндра, а другой снабжен заниггиой заслонкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1981 |
|
SU956196A2 |
| Машина для контактной стыковой сварки концов полос | 1984 |
|
SU1146162A1 |
| Сварочная установка для контактной стыковой сварки | 1974 |
|
SU531690A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2015 |
|
RU2634970C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2011 |
|
RU2503525C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
10
8
