1
Изобретение относится к области прокатного производства, преимущественно к бесконечной прокатке, и может быть использовано при сварке заготовок в движении с помош,ью летучих стыкосварочных машин, расположенных перед первой клетью современных дзухниточных станов бесконечной прокатки.
Известен участок сварки стана бесконечной прокатки, включающий последовательно установленные нагревательную печь и летучую стыкосварочную машину с трайбаппаратами перед и за нею 1.
Недостатками известного устройства являются сложность оборудования и невозможность его использования на современных непрерывных двухниточных -станах.
Цель изобретения - упрощение процесса и оборудования для его реализации.
Это достигается тем, что между нагревательной печью и передним трайбаппаратом стыкосварочной машины установлен рольганг с трайбаппаратом, трайбаппараты стыкосварочной машины установлены на расстоянии длины свариваемой заготовки, а задний трайбаппарат стыкосварочной машины снабжен синхронизатором его линейной скорости со скоростью первой клети стана.
2
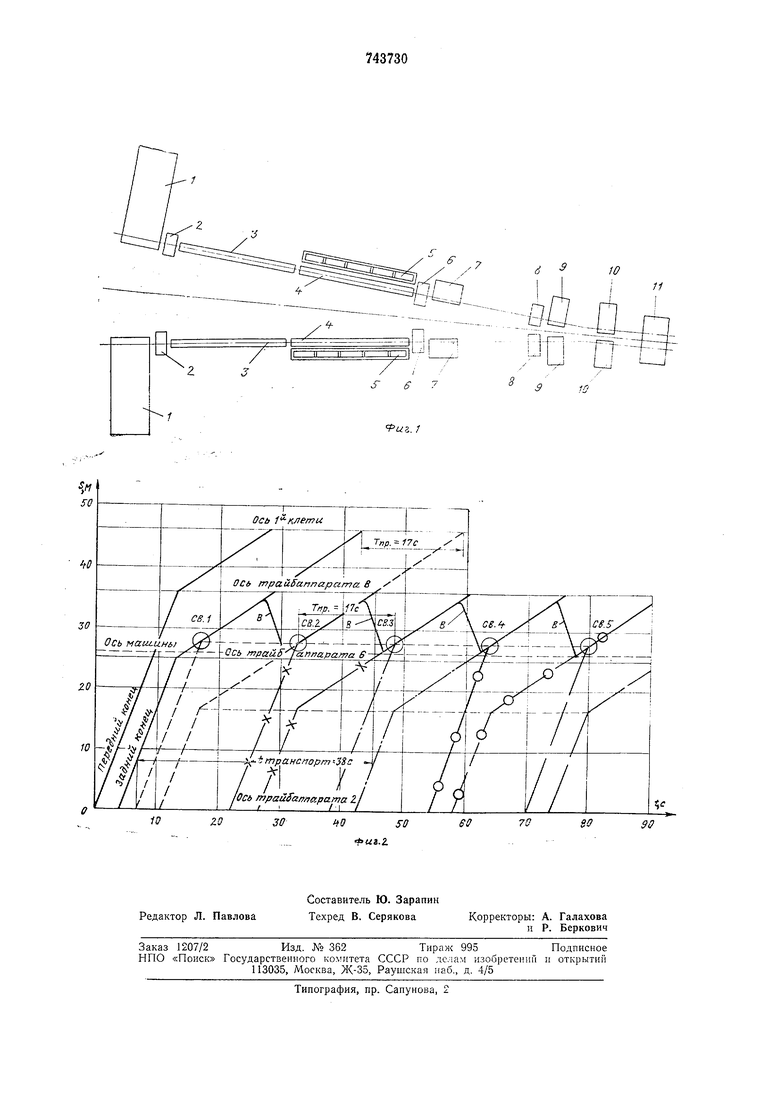
На фиг. 1 показан схематически участок сварки стана бесконечной прокатки; на фиг. 2 - графики движения заготовок и летучей стыкосварочной машины. 5 Участок сварки стана бесконечной прокатки включает последовательно установленные нагревательную печь 1, трайбаппарат 2 у окна выдачи печи, скоростной рольганг, состоящий из двух секций 3, 4, карман 5 для приема заготовки иосле возврата, передний трайбапиарат 6, летучую стыкосварочную машину 7, задний трайбаппарат 8, гратосниматель 9, аварийные ножницы 10 и первую клеть стана 11 (для проJ5 стоты рассматривается одна из двух ниток стана).
Организация процесса бесконечной прокатки в клеть бесконечной длины осуществляется в следующей последовательности.
2Q Первая заготовка (фиг. 1) выдается из печи 1 и с помощью трайбаппарата 2 транспортируется на первую секцию 3 рольганга и далее с помощью рольганга и трайбаппарата 6 задается в трайбаппарат
25 8. С определенным интервалом, который зависит от скорости вращения валков первой клети стана, из печи выдается по затребованию автоматической системы вторая заготовка.
После захвата neptvuieio конца первой :;аготовк11 роликами i paiioainiapaia 8, ки10рыс вращаются но лписйиол скориош ciuixpoiijio с валкаЛП псрвий клети стана, автоматическн включаемCii jiciH jviciii,(jniic литучен стыкисварочлои машины /. Стыкосварочиая машина У ралоняется до скороciH движсння заготовки, и носле установки на ось сваркн задис -о конца Hcpiioii заготовки нроисходит eio зажатии сварочными губкамн. В ато время вторая заготовка ускоренно нодается траибаннаратом 6 к стыкосварочной машине 7. После установки на ись сварки переднего конца второй заго1ОВКИ нроисходит его зажа1ие сварочными губкамн, ц нач П ается нродесс сварки (Св. i) (фиг. 2), во время которого лмашина 7 Г1ерел:еш,ается но релвсовому путн к трайбаннарату 8.
После окончания процесса сварки сварочные губкн разжнмаются, освобождая сваренную плетв, и машнна 7 возвращается в исходное иоложение у тра11баннарата 6 (1 рафик В). При нодходе заднего конца второй заготовки к машине 7 автоматически включается ее перемещение, н последовательность иepeчиcJIeныыx операций повторяется.
При нодходе места сварного шва к гратоснимателю ножн сводятся в рабочее но ложение н снимают грат со стыка.
В случае нарушения технологического процесса на участке (увелнчеииое время ожидания носледуюи1,ей за отовки и, как следствие, недостаток временн для окончания сварки, неточная установка конца заготовки иа ось сварки машинв и др.) сварка ирекращается, за1отовкн продолжают поступать в стаи для иоштучно ирокатки. При аварийно остановке стана включением аварийив1х ножниц 10 нронзводится разрезка сваренной илетн, возврат ее на секцию 4 рольганга н сбрасывание в кар.маи 5.
Пример. Применителвное к современным неирерывным .ме.ткосортным станам 250 бесконечно 1рокатки расстояние от оси трайба нарата 2 у выдачи нагревательной иечи до оси nepBoii лети
составляет И-46 м. Оборудование учае i a сварк )ае1 ола ается на следующих расc 4jHHiiMX от осп jpa i6a U apaia 2: 1хОНец ,и1 3, Т скороеапО о рилв1а 1а илп оси iei)e;uiejo чраГ бан ара1а G - 25 м; оС, ра 1ба арата 8-oU м; ось paioснимателя 9 - оУ м; ось аварийных ножН1Ш, 10-42 м.
Проводн ся сварка заготовок с температурой металла па выходе из нечн 1200С, И м, сечение 080 мм при входной скорости первой клети стана 0,65 м/с. Летучая стыкосварочиая машнна шнриной 3,4 м нмеет уть 1еремещения 6,6 м. 1райбан араты 2, 6 и секцнн 3, 4 С адростно 0 рольганга скорость 2,85 м/с. Трайбаинарат 8 работает по линейной С шростн си хронно с первой стана И.
Пз -рафика (фиг. 2) видно, что время
нахождепня заготовок участ ;е сварки до нача. ро.атки составляет 38 с. За это время темнература заготовок падает незначительно (40-бО С) соответствует темнературе ачала прокатки. Расчет иоказывает, что можно исключить вторичный подогрев заготовок.
Ф о р м у J а изобретения
Участок сварки стана бесконечной прокаткн, последователь о устаиовленг Ь е на ревателвную нечь и летучу О сть 1 осварочну О магии 1у с трайбаннаратам сред 1 за нею, о т л н ч а о щ и и с я тем,
что, с упрощения ироцесса и оборудовап я для его реализац и, между пагревателвной и Tpaii6annapaтом стыкосварочной установлен с траШанпаратом, тра юапнарат л
сгыкосвароч1 0 -1: магиины установ;:с ы а расстояг - ; е 5аризаемой за отовки, а за/дпнй трайбапиарат стыкосварочной машины с {абжеп сппхроппзатором его линейной скорости со скороствю первой клетв
етана.
Источники информац н, принятые во впнмап е при экспертизе 1. Патент ФРГ № 1056454, л. 49h 37/04. 1959.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| ЗАГРУЗОЧНЫЙ УЧАСТОК СТАНА БЕСКОНЕЧНОЙ ПРОКАТКИ | 1973 |
|
SU371985A1 |
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
| СПОСОБ СВАРКИ ЗАГОТОВОК В ДВИЖЕНИИ | 1972 |
|
SU339362A1 |
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2011 |
|
RU2455091C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Способ прокатки листов | 1987 |
|
SU1477486A1 |