Изобретение относится к области регенеративной промышленности, производящей переработку изношенных автопокрышек, а именно к конструкции станков для извлечения сердечников из автопокрышек.
Известен ряд конструкций станков, осуществляющих извлечение металлических сердечников из автопокрышек подрезкой каркаса со стороны борта и последующее выдавливание сердечников и Состоящих из механизма подрезки борта, дискового ножа и винтового диска.
Все эти станки не могут найти широкого применения, так как их режу.щие органы расположены таким образом, что подрезка бортов производится с боковых сторон, перпендикулярно плоскости залегания нитей сердечников покрышки, в.связи с тем режущие органы быстро тупятся,а кроме того, образуют значительные отходы (до 5 кг с одной автопокрышки) резинокордной ткани, являющейся сырьем регенератного производства.
Предлагаемый станок предусматривает извлечение сердечников через предварительно ослабленное основание борта.
Станок имеет два упорных кольца, предназначенных для сведения и сжатия бортов покрышек друг с другом, причем одно кольцо неподвижно установлено на раме станка, а второе имеет возможность перемещаться вдоль оси станка на направляющих. Внутри неподвижного кольца аксиально с ним помещена базирующая роликовая оправка с приводом вращения и осевого перемещения и с расположенными между роликами плоскимирезцами , установленными в резцедержателях, а внутри подвижного кольца установлены клиньязахваты с приводом их перемещения вдоль оси станка для выдавливания сердечников.
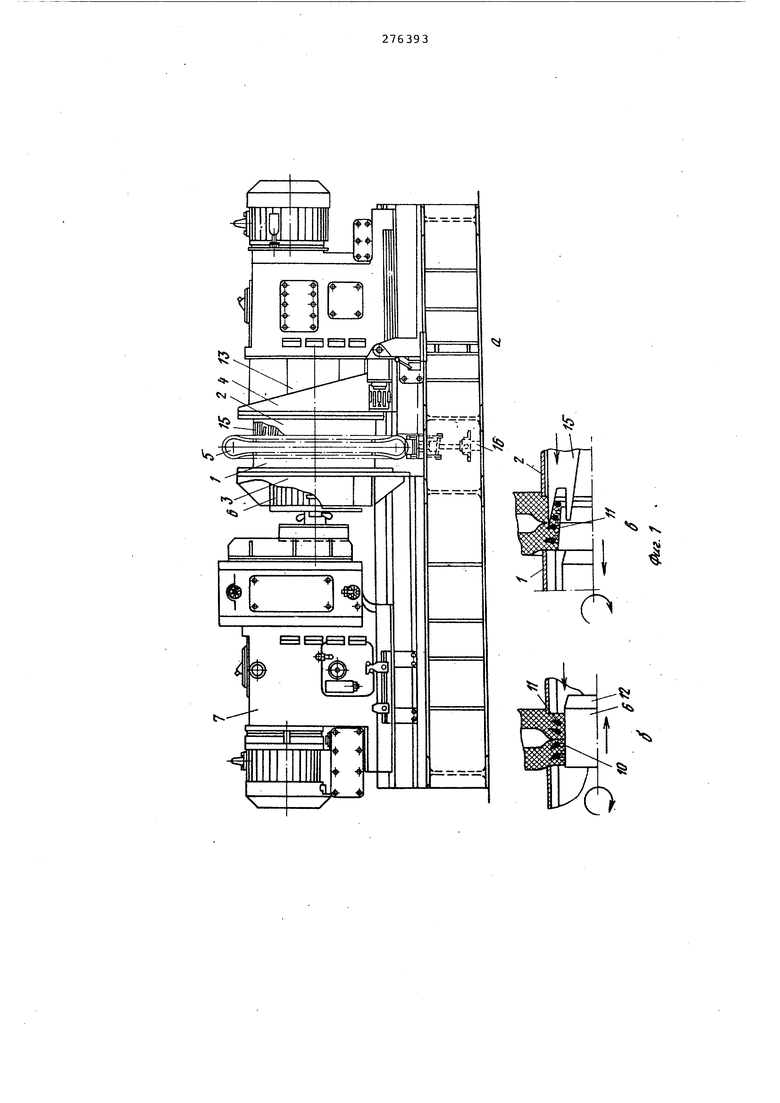
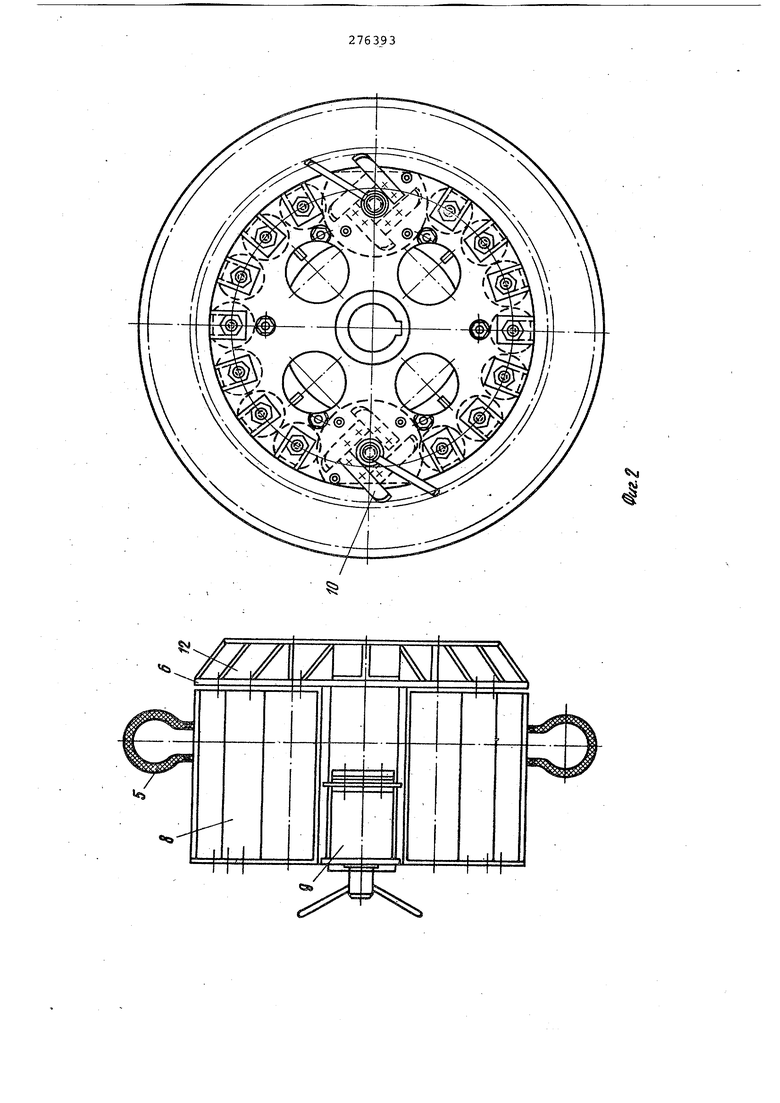
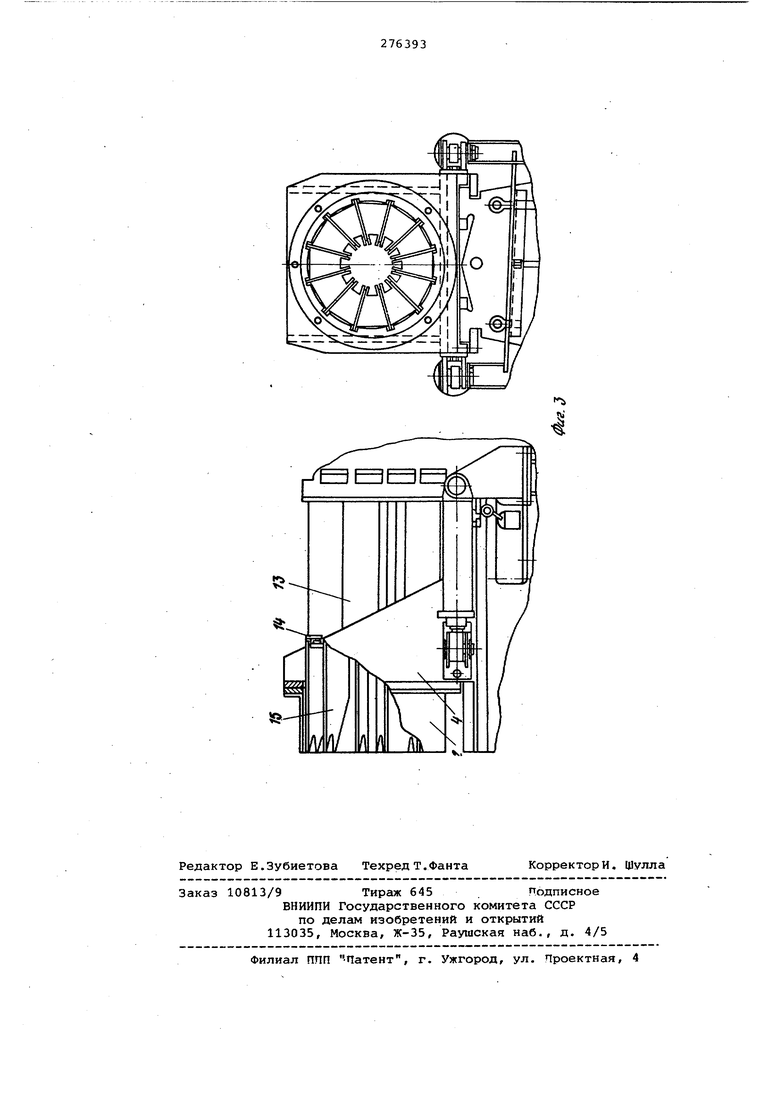
На фиг. 1а изображена схемд станка в исходном положении, вид сбоку; на фиг. 16 и 1в показаны основные положениярабочих органов станка; на фиг. 2 - опорно-базирующая роликовая оправка; на фиг. 3 - подвижное упорное кольцо с выдавливающей головкой . Станок состоит из двух упорных ко лец 1 и 2, закрепленных соответственно на неподвижном 3 и подвижном 4 кронштейнах, предназначенных для сведения и сжатия бортовых колец друг с другом и удержания автопокрыги ки 5 в процессе операции. Внутри кольца 1 аксиально с ним помещена . базирующая роликовая оправка б, имею щая привод 7 вращения и возвратнопоступательного осевого перемещения. Оправка б выполнена в виде кругло го барабана с диаметром, равным диаметру посадочного отверстия автопокрышки. Образующая оправка составлена из равномерно расположенных по окружности роликов 8, между которыми диаметрально противоположно установлены резцедержатели 9, где крепятся плоские резцы 10, предназначенные для прорезания со стороны посадочног отверстия бортовых частей автопокрышек до металлических . сердечников 11 Один конец оправки крепится на выходном валу редукторного привода, др гой, свободный, имеет направляющий конус 12 для облегчения посадки авто покрышки на оправку. Внутри кольца 2 вдоль оси станка перемещается выжимная головка 13,име щая расставленные по окружности на планшайбе 14 клинья-захваты 15 для выдавливания сердечников 11. Основания клиньев 15 находятся в радиальных пазах планшайбы, что в известных пределах позволяет регулировать диаметр их установки. Число клиньев изм няется в зависимости от типа обрабат ваемой покрышки. Крепление клиньев осуществляется с помощью накладных пластин. Поступательное перемещение приводов рабочих органов станка, как и подвижного кронштейна 4 осуществляет ся по направляющим салазкам, установ ленным на общей раме, причем привод кронштейна осуществляется с помощью гидроцилиндров, установленных по бокам рамы. Для приема и удаления автопокрыш ки из станка имеется пневмоцилиндр 16, на штоке которого закреплена рам ка с двумя неприводными роликами. Последовательность работы станка такова. Автопокрышка устанавливается вертикально между упорными кольцами 1 и 2, Затем при одновременном встреч ном движении оправки 6 и упорного кольца 2 происходит посадка автопокрышки на оправку, сведение и сжатие бортов друг с другом. Оправка совершает вращательнопоступательное движение, при котором резцы 10 прорезают борта автопокрьяшки со стороны посадочного отверстия до металлических сердечников 11. После прохода резцов 10 оправка б быстро отходит в исходное положение, а выжимная головка 13, двигаясь влево, врезается клиньями 15 в борта автопокрышки, извлекая металлические сердечники 11. По окончании прохода головка 13 и подвижный кронштейн 4 с упорным кольцом 2 возвращаются в исходное положение, освобождая автопокрышку. . При возвратном ходе головки 13 сердечники 11 выпадают из зева клиньев захватов 15, располагаясь снаружи автопокрышки. Наконец,шток пневмоцилиндра 16 выталкивает автопокрышку из станка. Одновременно происходит удаление металлических сердечников 11. Шток возвращается в исходное положение. Операция закончена. Станок готов к приему следующей автопокрышки. Электросхема станка обеспечивает последовательную работу его органов в автоматическом цикле. Формула изобретения Станок для извлечения металлических сердечников из автопокрышек методом нарушения прочности основания борта, отличающийся тем, что, с целью сокращения отходов производства, и увеличения срока службы режущих инструментов, он состоит из установленных на раме упорных колец с возможностью перемещения одного из них сжатия бортов покрышки, причем внутри неподвижного кольца аксиально с ним установлена базирующая роликовая оправка с приводом ее вращения и осевого перемещения и с расположенными между роликами резцами для полрезания основания борта покрвпики, а внутри, подвижного кольца установлены клинья-захваты для-выдавливания сердечников с приводом их осевого перемещения.
«Kl N
f
tv
