Известны станки для комплектовки автопокрышек, состоящие из смонтированных на раме механизма захвата и растяжения бортов покрышки, механизма заталкивания камер в автопокрышки с досыпателем, механизма подъема и комплектовочного стола. В известных устройствах заталкивание камеры в покрышку производится пневмоцилиндром через автоматически схлапывающуюся грубу, состоящую из двух половин овальной формы, но так как в трубе камера не центрируется, то она не может заталкиваться до конца в покрышку и ее приходится заталкивать вручную.
Для более надежной посадки камеры в покрышку направляющий желоб предлагаемого станка образован закрепленными шарнирно с возможностью поворота в плоскостях, проходящих через его ось, приводными пластргаами с отогнутыми наружу торцовыми кромками, служащими для захвата и удержания борта покрышки в процессе разведения бортов и комплектовки покрышки. Для сокращения количества механизмов станок снабжен двумя наклонными лотками для подачи автопокрышек и камер.
Кроме того, он может быть встроен в автоматическую линию отправки скомнлектованных покрышек на склад готовой продукции, а также может быть использован для заправкм варочных камер в сырье покрышки типа Р.
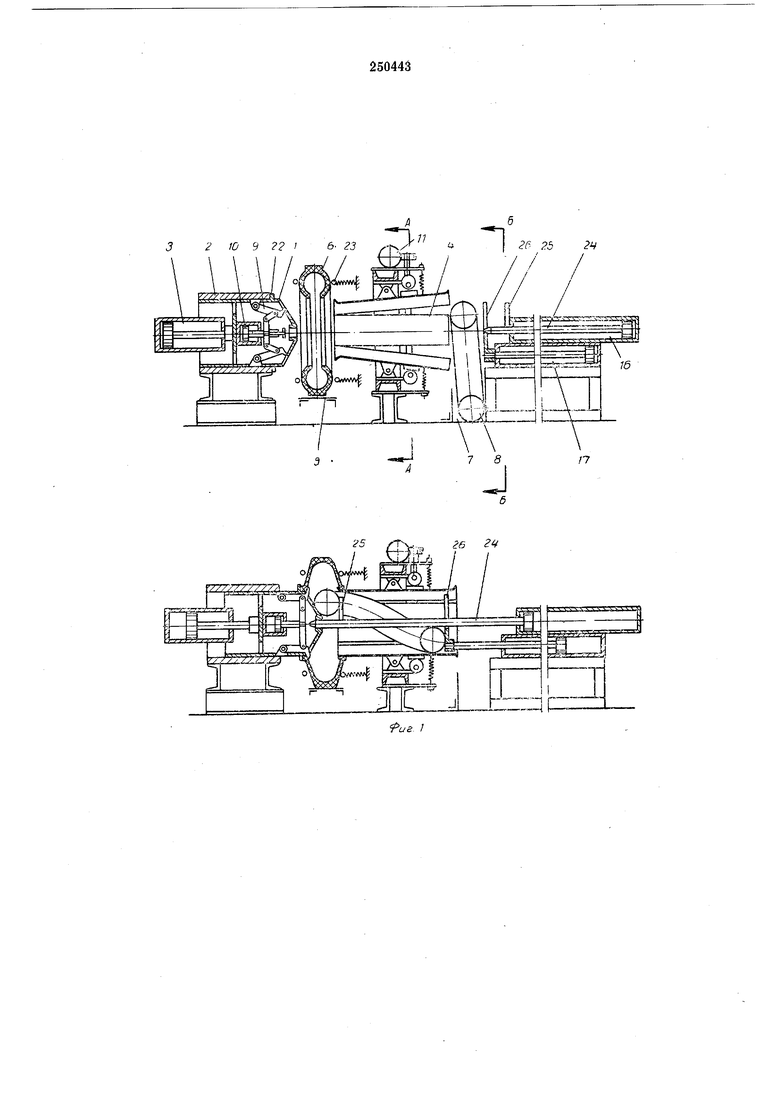
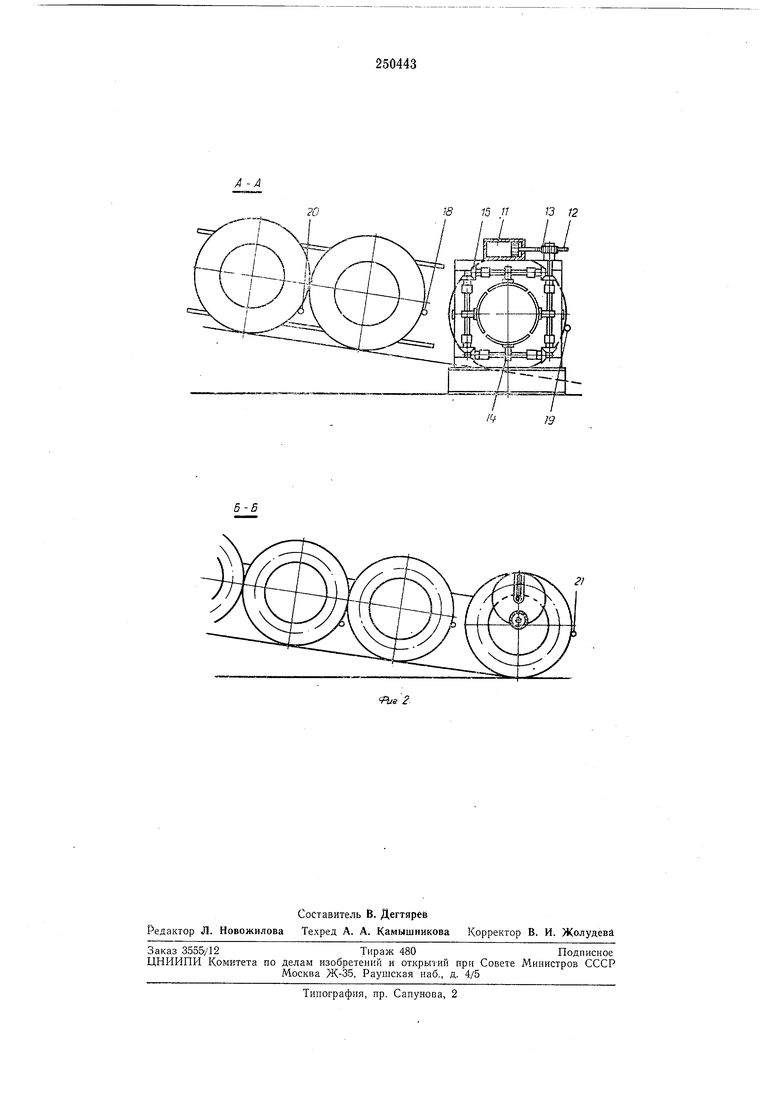
На фиг. 1 изображен станок для закладывания камер в покрышки в двух рабочих полол енпях; на фиг. 2 - станок, разрезы по А-А и Б-Б.
Станок для закладывания камер в покрышки состоит из седла /, и.меющего возвратнопоступательное движение во втулке 2 с помощью цилиндра 3, из трубы, состоящей из секторов 4, из лотка 5, по которому катятся покрышки 6, и лотка 7, по которому поступают камеры 8. Седло 1 имеет крючки 9, которые под воздействием цилиндра W захватывают покрышку 6 за бортовое кольцо. Секторы 4 трубы своей отбортовкой, так же как и крючки 9, захватывают покрышку за другое бортовое кольцо под воздействием цилиндра 11 че,рез рейку 12, шестерню 1.3, эксцентрики 14 п конические шестерни 15. По оси станка за лотком 7 смонтированы
два цилиндра: цилиндр 16 для затаскивания камеры в трубу и цилиндр 17 для выталкивания камеры 8 из секторной трубы в полость покрышки 6.
навлнвается, накатившись на упор 18. Это дает импульс на выдви}кение упоров 19 и 20, в результате этого упор 18 удаляется и покрышка 6, освободившись от упора 18, прокатывается дальше и, упираясь в упор 19, останавливается на оси станка.
Одновременно то же самое происходит с камерой 8, которая скатывается из камерного цеха и останавливается на оси станка, упираясь в упор 21.
Покрышка 6 через упор 19 дает импульс на работу цилиндра 3, который своим штоком из втулки 2 выдвигает седло / на покрышку 6. При этом седло посадочным диаметром входит в обод покрышки и буртом седла 22 покрышка передвигается поперек лотка 5 и другим ободом находит на схлопнутые секторы 4. Для предотвраш,ения перекосов покрышка, надвигаясь на секторы, бортовой частью упирается в подпружиненные поручни 23. В конце хода поступает импульс на работу цилиндров 10 и 11, Е результате чего покрышка захватывается за внутренние плоскости обода с одной стороны седла крючками 9, с другой отбортовкой секторов 4. Это дает импульс на обратный ход цилиндра 3, вследствие чего полость покрышки 6 растягивается.
В результате этого в заднюю полость цилиндра 16 поступает сжатый воздух и шток 24, поступая вперед, на своем пути надевает на себя камеру 5 и с номош;ью пальца 25 затаскивает ее через трубу к полости покрышки 6. В то время, когда камера будет полностью заташ,ена в полость трубы, начинает действовать цилиндр 17 и диском 26 заталкивает через трубу камеру в полость покрышки.
То, что камера, попадая в трубу, оказывается надетой на шток 24, который центрирует ее
в трубе, гарантирует хорошее закладывание камеры в полость покрышки.
Цилиндр 17, затолкнув камеру в полость покрышки, дает импульс на обратный ход себе и цилиндру 16, которые, придя в свое исходное положение, дают импульсы на действие цилиндров 3, 10 и Л, а также на удаление упора 19, в результате чего вся система приходит в свое исходное положение.
Покрышка с заложенной в нее камерой выкатывается из лотка 5 и поступает на автоматический конвейер, на котором следует в склад готовой продукции. Вследствие этого упор 19 снова выдвигается, в станок из лотка
поступает новая покрышка и автоматический цикл закладывания камеры в покрышку повторяется.
Предмет изобретения
1. Станок для комплектовки автопокрышек, включающий смонтированные на раме механизм захвата и разведения бортов покрышки, направляюш,ий желоб для камеры и механизм
заталкивания камер в автопокрышку с досылателем, отличающийся тем, что, с целью бо лее надежной посадки камеры в локрышку, направляющий желоб образован закрепленными шарнирно с возможностью поворота в
плоскостях, проходящих через его ось, приводными пластинами с отогнутыми наружу торцовыми кромками, слул ащими для захвата и удержания борта покрышки в процессе разведения бортов и комплектовки покрышки.
2. Станок по п. 1, отличающийся тем, что, с целью сокращения количества механизмов, он снабжен двумя наклонными лотками для подачи автопокрышек и камер. 2 10 9 2 6. гз
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТОВКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1970 |
|
SU271792A1 |
| УСТРОЙСТВО для КОМПЛЕКТОВКИ АВТОПОКРЫШЕК | 1966 |
|
SU178975A1 |
| Линия для комплектовки покрышек пневматических шин | 1975 |
|
SU602381A1 |
| Станок для комплектовки пневматических шин | 1972 |
|
SU476183A1 |
| Станок для комплектовки покрышек пневматических шин | 1975 |
|
SU535170A1 |
| Устройство для закладывания камер в автопокрышки | 1937 |
|
SU62649A1 |
| БОРТОРЕЗНЫЙ СТАНОК | 1969 |
|
SU257003A1 |
| Станок для обрезки выпрессовок на автопокрышках | 1967 |
|
SU286845A1 |
| СТАНОК ДЛЯ СБОРКИ АВТОПОКРЫШЕК | 1970 |
|
SU271793A1 |
| Станок для извлечения сердечников из автопокрышек | 1967 |
|
SU276393A1 |