vl
а
00 00
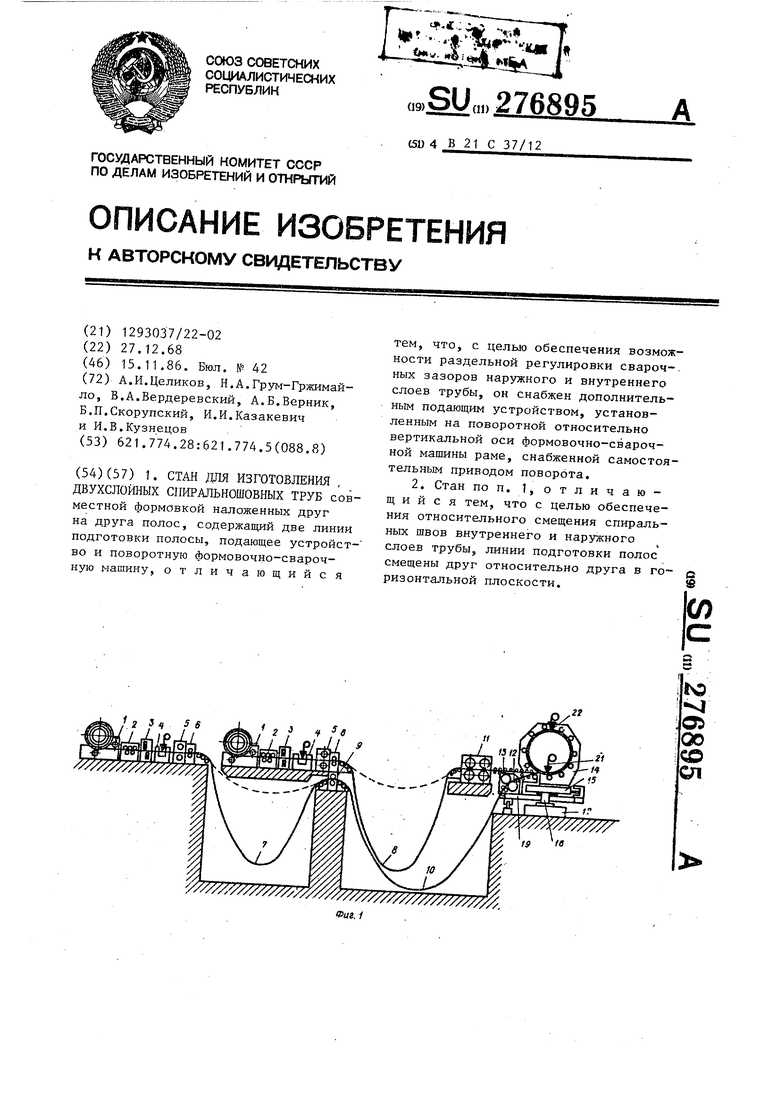
СП S : Известен стан для изготовления двухслойных спиральношовных труб сов местной формовкой наложенных друг на друга полос, содержащий две линии подготовки полосы, подающее устройство и поворотную формовочно-сварочную машину. Предлагаемый стан отличается от известного тем, что,с целью обеспечения возможности раздельной регулировки сварочных зазоров наружного и внутреннего слоев трубы, он снабжен дополнительным подающим устройством установленным на поворотной относительно вертикальной оси формовочносварочной машины раме, снабженной самостоятельным приводом поворота. Относительное смещение спиральных швов внутреннего и наружного слоев трубы обеспечивается благодаря тому что линии подготовки полос смещены друг относительно друга в горизонтал ной плоскости. На фиг. 1 схематически изображен предлагаемьш стан, вид спередиJ на фиг. 2 - то же, вид в плане. Стан состоит из двух последовательно расположенных автономных линий для подготовки полос и формовоч но-сварочной машины с устройством дл приема готовой трубы. Каждая линия подготовки включает в себя разматыватель 1 рулонов, пра вильную машину 2, ножницы 3 для обрезки передних и задних концов рулонов, стыкосварочную машину с гра тоснимателем 4, дисковые ножниЦы 5 для калибровки полосы с приспособлением для уборки кромок и подающие ролики 6. Первая линия осуществляет подготовку полосы, образующей наружный слой, а вторая - внутренний слой трубы. Подготовленные в первой и второй линиях полосы направляются подающи.ми роликами 6 в петлеобразователи 7 и 8, служащие для создания запаса полос, необходимого для обеспечения непрерьшной работы стана во время стыковки концов рулонов. Подготовленная в первой линии ст на полоса при помощи роликов 9 образует в петлеобразователе 8 вторич ную постоянную по длине петлю 10, , обеспечивающую возможность изменени угла захода полосы в формовочное ус ройство путем ее незначительного пе jeeKoca в петлевой яме. ... 5 Для раздельного регулирования сваочных зазоров в наружном и внутренем слоях трубы (при наличии у полос серповрщности) в стане применена разельная задача полос двумя самостоятельными подающими машинами 11 и 12 с совмещением полос в вводной проводке 13 непосредственно перед форовочным устройством 14. Это позволяет также обеспечи ь подачу полос в формовочное устройство 14 под разными углами, что необходимо при формовке внутреннего и наружного слоев трубы на разные диаметры при постоянном шаге их навивки. Сварочный зазор во внутреннем слое трубы регулируется изменением угла формовки, поворотом формовочного устройства 14 совместно с трубой и мостом выходной стороны стана 15 (либо одного моста 15 с трубой при неподвижном формовочном устройстве 14 относительно вертикальной оси 16 основания стана 17 при помощи механизма 18). В наружном слое трубы сварочный зазор регулируется изменением угла захода полосы в формующее устройства 14 путем смещения в горизонтальной плоскости подающей машины 12, установленной на вращающейся относительно оси 16 раме 19, посредством дополнительного ее поворота специальньш механизмом 20, закрепленным на выходном мосту стана 15, Примененная в стане формовочная машина 14 с нижней задачей полос определяет, очередность сварки сначала внутреннего слоя трубы (в месте схож1дения кромки полосы с первым витком) Сварочным аппаратом 21, а затем на- ружнр го слоя через полшага витка спирального шва от внутреннего аппарата 22. Благодаря взаимному перенахлесту а полосами мест сопряжения кромок одноименных слоев, сварка как внутреннего, так и наружного слоя ведется не на весу, а на прилегающем слое, Это обусловливает полный провар швов на всю толщину полос при односторонней сварке без прожогов. Стан может быть использован при изготовлении двухслойных труб большего диаметра для трубопроводов высокого давления из относительно тонкой полосы, а также при изготовлении биметаллических труб широкого сортамента.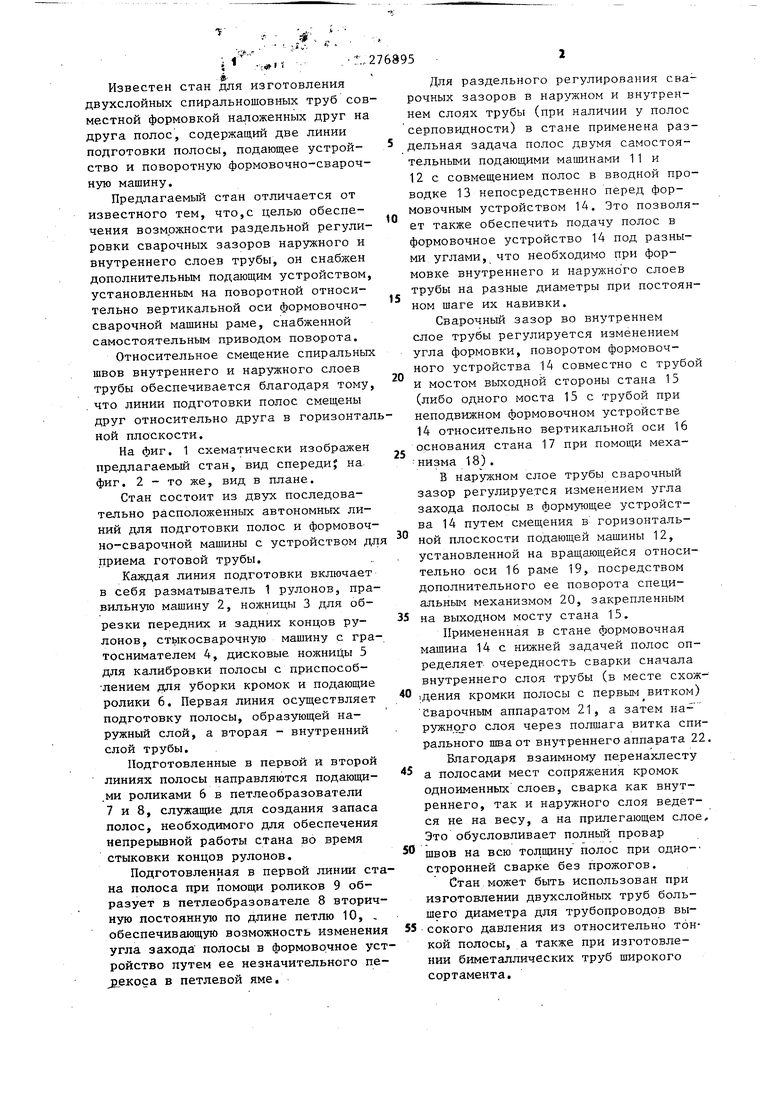
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный трубосварочный агрегат | 1975 |
|
SU590033A1 |
| Агрегат для производства термоупрочненных труб | 1980 |
|
SU963593A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2011 |
|
RU2476283C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ РУЛОННОГО ПРОКАТА | 2006 |
|
RU2320438C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ РУЛОННОГО ПРОКАТА | 2006 |
|
RU2334577C2 |
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ РУЛОННОГО ПРОКАТА | 2006 |
|
RU2308337C1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ | 1992 |
|
RU2040989C1 |
| Механизированная линия для изготовления электросварных труб | 1979 |
|
SU1808436A1 |
1. СТАН идя ИЗГОТОВЛЕНИЯ , ДВУХСЛОЙНЫХ СИИРАЛЬНОШОВНЫХ ТРУБ совместной формовкой наложенных другна друга полос, содержащий две линии подготовки полосы, подающее устройство и поворотную формовочно-свароч- иую машину, отличающийсятем, что, с целью обеспечения возможности раздельной регулировки свароч-. ных зазоров наружного и внутреннего слоев трубы, он снабжен дополнительным подающим устройством, установленным на поворотной относительно вертикальной оси формовочно-свароч- ной машины раме, снабженной самостоятельным приводом поворота.2. Стан по п. 1, отличающийся тем, что с целью обеспечения относительного смещения спиральных швов внутреннего и наружного слоев трубы, линии подготовки полос смещены друг относительно друга в горизонтальной плоскости.(Л