Изобретение относится к производству труб и касается агрегатов для изготовления шовных труб из черных и цветных металлов, сплавов и материалов специального назна: чения, в частности касается механизированной линии для изготовления электросварных труб.
Цель изобретения - повышение качества труб при удалении образовавшегося при сварке трата,
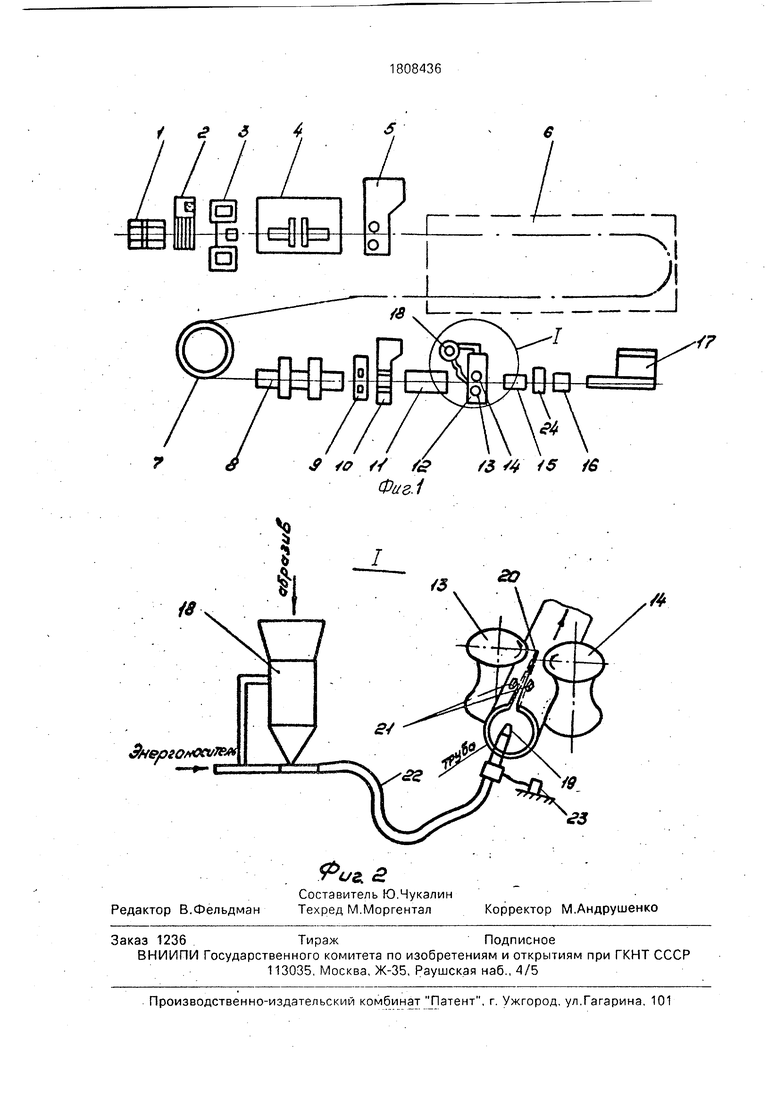
На фиг. 1 показана схема линии; на фиг. 2 - узел I на фиг. 1.
Механизированная линия для изготовления электросварных труб содержит стенд 1 для размотки рулонов штрипса, машину 2 с тянущими и правильными роликами для правки размотанного штрипса, машины 3 для обрезки концов штрипса, стыкосвароч- ную машину 4 для сварки концов штрипса, тянущие ролики 5, петлеообразователь б для обеспечения непрерывной работы стана во время установки штрипса для обрезки концов и их сварки, ролики 7 для изменения направления движения штрипса, устройство 8 для очистки поверхности штрипса от
загрязнений (масло, грязи и т.п.), ножницы 9 для обрезки продольных кромок штрипса при калибровке его ширины для получения заданного диаметра трубы по ее длине, тянущие ролики 10, формовочный стан 11 для формовки штрипса в трубу, трубосварочный стан 12 с прижимными сварочными роликами 13 и 14 для электросварки кромок шва трубы, калибрующий стан 15, пилу 16 для резки готовых труб на мерные отрезки и сборник труб 17 для сборки готовых труб, расположенные по технологическому процессу и связанные транспортными средствами.
Для повышения качества труб при удалении образовавшегося при сварке грата, трубосварочный стан 12 снабжен абразивоструйным аппаратом 18 со струйным соплом 19, расположенным перед точкой сварки 20 шва сварочными прижимными роликами 13 и 14 по ходу технологического процесса.
Формовочный стан 11 для формовки штрипса в трубу с технологическим зазором между кромками выполнен преимущественСО
00
О 00
ь
со о
но двухвалковыми клетями, например в количестве 6-12 клетей.
Валки калиброваны по известным методикам и эмпирическим формулам, применяемым на практике. Выбор количества клетей и их расположение определяется размером производимых (изготовляемых) на стенде труб, а также отношением диаметра трубы к толщине стенки производимых труб и шириной исходного штрипса.
Трубосварочный стан 12 имееттокопод- воды 21, например жесткие или гибкие скользящие щетки, вращающийся дисковый электрод, индуктор и т.п.
Абразивоструйный аппарат 18 преиму- щественно нагнетательного типа с диаметром рабочего сопла не менее чем в 3 раза больше крупности (диаметра, диагонали) применяемого абразива для бесперебойной (непрерывной) подачи абразива к точке 20 сварки шва. Рабочее струйное сопло 19 гибкой связью.22, например шлангом, соединено с аппаратом 18 для обеспечения регулирования расстояния от среза струйного сопла 19 до точки сварки 20 шва. Сопло 19 закреплено подвижно в опоре 23 для обеспечения наклона сопла в полости трубы, Опорой сопла может быть, например, направляющий нож сварочного стана.
Калибрующий стан 15 выполнен пре- имущественно многоклетевым станом в две или более клетей.
Тянущими роликами машины 2, тянущими роликами 5, петлеобразователем 6, роликами 7, тянущими роликами 10 и их поддерживающе-направляющими элементами выполнены транспортные средства перемещения заготовки и трубы в линии.
Для правки труб перед резкой предусмотрена правильная машина 24.
При работе после разматывания рулона на разматывателе 1, правки тянущими и правильными роликами машины 2 и отрезки ножницами 3 конца штрипса последний соединяется на стыкосварочной машине 2 с другим рулоном, тянущими роликами 5 подается в петлеобразователь 6, из которого с изменением направления роликами 7 подается в устройство 8 для очистки поверхности штрипса от загрязнений. Откалиброванный ножницами 9 по ширине и по диаметру трубы штрипс тянущими роликами подается в формовочный стан 10, где штрипс формируется в трубу, а прижимными роликами 13
сварочного стана 12 сваривается шов. При сварке в точке 20 сварки металл стыка кромок оплавляется и образуется внутренний грат.
Одновременно в точку 20 сварки соплом 19, расположенным в полости трубы, направляется узкая концентрированная абразивная струя с хладагентом, которая сбивает и уносит в трубу образующийся внутренний грат, заглаживая зачищенную поверхность шва и тем самым повышая качество изготовленных труб.
После удаления внешнего грата с помощью резцового гратоснимателя и частичного охлаждения сваренной трубы труба пропускается через калибрующий стан 15, где калибруется до требуемого размера. После правильной машины 24 труба разрезается пилой 16 на мерные отрезки, которые поступают в сборник 17 готовых труб.
Готовые трубы затем подаются на дальнейшую обработку на участок редуцирования труб или на склад готовой продукции.
Изобретение дает возможность изготовления шовных труб любых диаметров без внутреннего грата, а также позволяет повысить эксплуатационные качества шовных труб путем изготовления шовных труб без внутреннего грата и тем самым расширить их область применения.
Формула изобретения
Механизированная линия для изготовления электросварных труб, включающая стенд для размотки рулонов штрипса, машины с тянущими и правильными роликами для правки штрипса, ножницы для обрезки концов штрипса, стыкосварочную машину для сварки концов штрипса, тянущие ролики, петлеобразователь, ролики для изменения направления движения штрипса, устройство для очистки штрипса, ножницы для обрезки продольных кромок штрипса, тянущие ролики, формовочный стан, трубосварочный стан со сварочными роликами, калибрующий стан, пилу для резки труб на мерные отрезки и сборник труб, связанные транспортными средствами, отличаю щ а я с я тем, что, с целью повышения качества труб при удалении образовавшегося при сварке грата, трубосварочный стан снабжен абразивоструйным аппаратом со струйным соплом, расположенным перед сварочными роликами по ходу технологического процесса.
.Л/а 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный трубосварочный агрегат | 1975 |
|
SU590033A1 |
| Линия для производства сварных труб | 1976 |
|
SU662188A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2011 |
|
RU2476283C1 |
| Агрегат для производства термоупрочненных труб | 1980 |
|
SU963593A1 |
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| Агрегат для изготовления сварных труб из узких полос | 1982 |
|
SU1112633A1 |
| Непрерывный трубосварочный стан | 1975 |
|
SU639626A1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1977 |
|
SU764766A1 |
Использование: при производстве труб с использованием электросварки. Сущность изобретения: .трубосварочный стан линии снабжен абразивоструйным аппаратом. Сопло этого аппарата расположено внутри свариваемой трубы перед сварочными роликами и направлено к точке сварки.. 2 ил.
Редактор В.Фельдман
Составитель Ю.Чукалин Техред М.Моргентал
Корректор М.Андрушенко
| Ходерпы Б., Корек 3 | |||
| М., 1979, с.166 | |||
| Стальные трубы, |
