Изобретение относится к области технологии сборки резцовых головок, в частности к изготовлению глобоидных передач.
Известны нрнспособления для сборки резцовых головок, нрименяемых при нарезании глобоидных передач, корпус которых, снабженный планкой, закреплен непосредственно на головке так, что его ось и ось головки не смещаются одна относительно другой при подводе упора. Однако в этих нриснособлениях обнаруживается низкая точность установки резцов и невозможность ее использования для установки резцов, режущие профилирующие кромки которых ,не являются продолжением их опорных плоскостей.
Целью изобретения является повышение точности установки резцов, режущие профилирующие кромки которых не являются продолжением их опорных плоскостей.
Это достигается тем, что упор выполнен в виде двух калиброванных круглых стержней, взаимодействующих с режущей кромкой и боковой базовой гранью резца и закрепленных на соединенной с рамкой двумя плоскими пружинами каретке, снабл енной индикатором, измерительный стержень которого упирается в выступ рамки. Рамка передвигается по иланке.
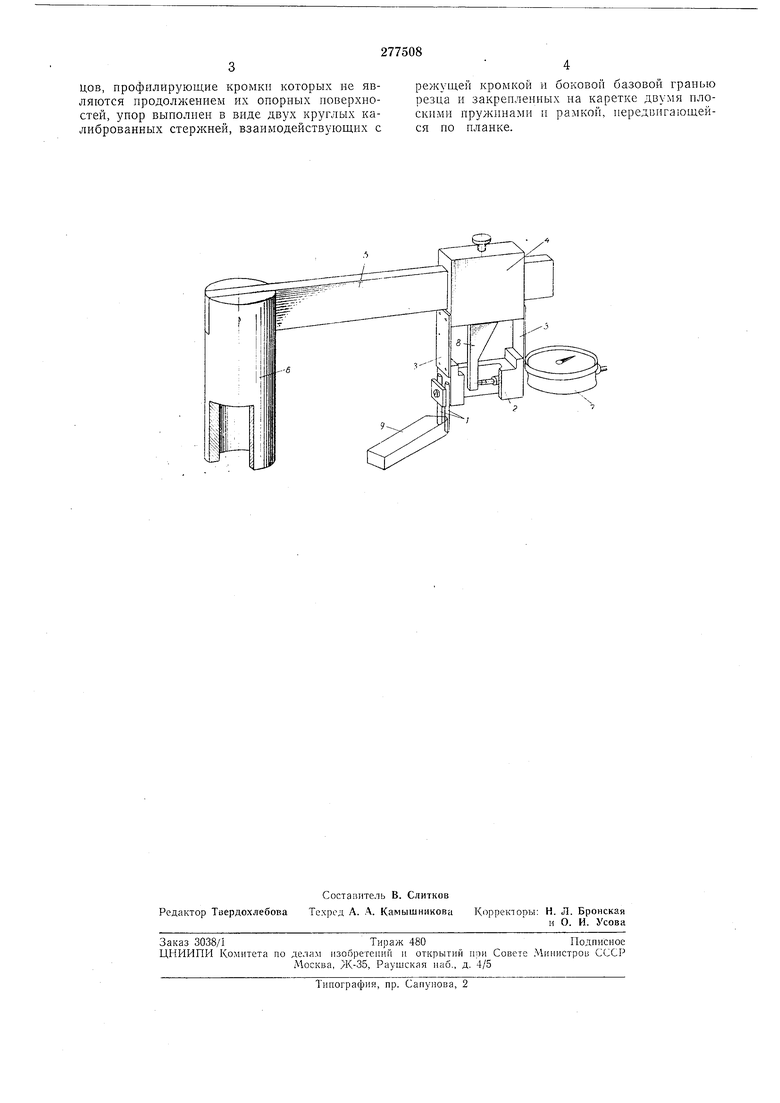
Упор, по которому производится установка винта резцов, состоит из двух круглых калиброванных стержней /, закрепленных в каретке 2. Каретка двумя плоскими пружинами 3 соединяется с рамкой 4, сидящей на планке 5., в свою очередь закрепленной на втулке 6. На каретке закреплен индикатор 7, упирающийся измерительным наконечником в выстуи 8 рамки.
При сборке резцовой головки приснособлепне втулкой надевается на иалец резцовой головки и тем самым устанавливается по оси вращения головки. Положение упора устанавливается перемещением рамки 4 по иланке 5
с помощью набора мерительных планок таким образом, чтобы индикатор имел предварительный натяг. Устанавливаемый резец 9 упирается в стержни своими режущими кромками и выдвигается до тех пор, нока стрелка
иидикатора не покажет, что каретка заняла свое расчетное положение.
Предмет изобретения
Приспособление для сборки резцовых головок, корпус которого, снабженный планкой, закреплен непосредственно на головке так, что его ось н ось головки не смещаются одна относигельно другой при подводе упора, отЦов, профилирующие кромки которых не являются продолжеиием их опориых поверхностей, упор выполнен в виде двух круглых калиброванных стерлсней, взаимодействующих с
режущей кромкой и боковой базовой гранью резца и закрепленных иа каретке двумя плоскими пружинами п рамкой, передвпгающейся по планке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИБОР ДЛЯ КОМПЛЕКСНОЙ НАСТРОЙКИ И КОНТРОЛЯ ИЗДЕЛИЙ | 1991 |
|
RU2006785C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1971 |
|
SU319420A1 |
| Резцовая головка для обработки витков глобоидного червяка | 1972 |
|
SU483205A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Станок для образования стружколомающей лунки на резце | 1979 |
|
SU1186457A1 |
| Угольный струг | 1985 |
|
SU1583600A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Резцовая головка | 1981 |
|
SU992140A1 |
| Устройство для заточки инструмента | 1981 |
|
SU1028452A1 |
- i-x/
