Известны резцовые головки для нарезания глобоидных червяков на станках с круговой подачей, например зубофрезерном, в корпусе которых на резцедержателях установлены две группы резцов, обрабатывающие противоположные стороны впадины. Они характеризуются невозможностью их применения при чистовом нарезании для обработки обеих сторон впадины при каждом обороте головки за счет круговой подачи, так как из-за жесткого крепления системы резец - стол станка при круговом довороте всей головки на группу резцов, обрабатывающих одну из сторон впадины, другая группа резцов, предназначенная для обработки второй стороны впадины, отходит от витка. Таким образом, полная чистовая обработка впадины между витками производится последовательным нарезанием каждой стороны впадины с соответствующим изменением направления круговой подачи, осуществляемым с помощью дифференциала станка. При этом заданная толщина витка выдерживается с учетом замеров, которые производятся при остановке станка. В результате из-за изменения нанравления круговой нодачи и остановок станка для замеров увеличивается время чистовой обработки глобоидных червяков, что является недостатком известных конструкций резцовых головок. Известные типы головок не могут быть использованы для реализации способа нарезания глобоидных червяков, при котором с целью повышения производительности процесса нарезания каждую группу резцов независимо перемещают в направлении обрабатываемой поверхности до взаимного положения, обеснечивающего заданную толщину витков.
Описываемая резцовая головка позволяет не только производить черново.е и чистовое нарезания по известным способам, но и обеспечивает возможность обработки обеих сторон впадины при каждом обороте головки. Для этого каждый резцедержатель головки установлен на подвижном секторе, имеющем независимый нривод поворота его вокруг оси головки.
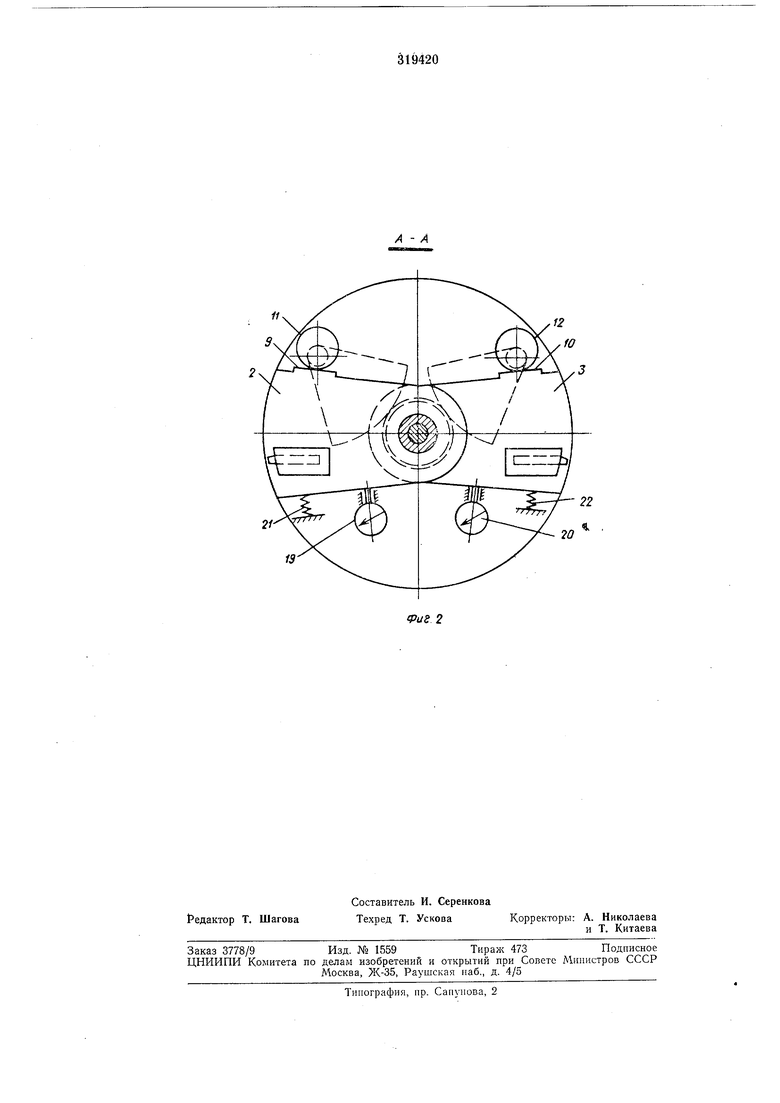
На фиг. 1 изображена описываемая головка; на фиг. 2 - разрез ио А-А на фиг. 1.
Все механизмы головки смонтированы
в корпусе 1. Головка имеет два подвижных сектора 2 и , на которых установлены резцедержатели 4 к 5 с нравым и левым резцами 6 и 7, обрабатывающими противоположные стороны витков. Подвижные секторы 2 и 5 поворачиваются вокруг центральной втулки 8 и имеют упоры 9 и 10, взаимодействующие с эксцентриками 11 и 12, выполненными за одно целое с зубчатыми секторами 13 и 14. Зубчатые секторы 13 и 14, в свою очередь, зацепобщих валах с маховиками 17 и 18. Таким образом, вращая одновременно или порознь каждый из маховиков, можно сообщать круговую подачу соответствующему сектору с закрепленными на них резцами. Величина круговой подачи фиксируется индикаторами 19 и 20, наконечники которых упираются в подвижные секторы. При соответствующей настройке индикаторов можно по их показаниям не только судить о величине снимаемого припуска за каждый оборот головки, но и определять толщину витка червяка в процессе чистового нарезания. Таким образом, отпадает необходимость в использовании для измерения витков зубомера, базирующегося на головки витков, и необходимость в точной обработке витков по головкам. С целью создания постоянного прижатия подвижных секторов 2 и 5 к эксцентрикам 11 и 12 имеются пружины 21 и 22. Обработка каждой cTopoHbi витков может производиться как одним резцом, так и группой резцов, каждый из которых снимает свои припуск. Наличие механизма круговой подачи в резцовой головке позволяет производить нарезание глобоидных червяков не только на зубофрезерных, но и на токарных станках с применением соответствующего привода вращения головки.
предмет изобретения
Резцовая головка для нарезания глобоидных червяков на станках с круговой подачей, например зубофрезерном, в корпусе которой на резцедерлсателях установлены две группы резцов, обрабатывающие противоположные стороны впадины, отличающаяся тем, что, с целью возможности обработки последних за каждый оборот головки, каждый резцедержатель установлен на подвижном секторе, имеющем
независимый привод поворота его вокруг оси головки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка | 1977 |
|
SU814609A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Способ одностороннего нарезания модифицированных витков глобоидных червяков | 1961 |
|
SU146637A1 |
| ДИХКОВАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1971 |
|
SU426766A1 |
| СПОСОБ НАРЕЗАНИЯ МОДИФНЦИРОВАННЫХ ВИТКОВ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1970 |
|
SU261121A1 |
| Устройство к токарному станку для нарезания глобоидных червяков | 1980 |
|
SU944826A1 |
| Резцовая головка для обработки витков глобоидного червяка | 1972 |
|
SU483205A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| Черновая двухсторонняя резцовая головка | 1970 |
|
SU365916A1 |
12
to
