Известен способ изготовления бесшовных труб большого диаметра, включаюш;ий операции отрезки прибыльной части слитка, его осадку и прошивку в матрице, раздачу иолученного после прошивки гильзы-стакана и протяжку его на дорне через ряд кольцевых калибров.
Целью изобретения является улучшение качества труб, экономия металла и увелнченне коэффициента вытяжки за один проход при протяжке гильзы без отрыва ее дойной части. Для этого в процессе осадки усадочную раковину слитка вытесняют в полость матрнцы, а прошивку гильзы ведут со стороны донной части слитка.
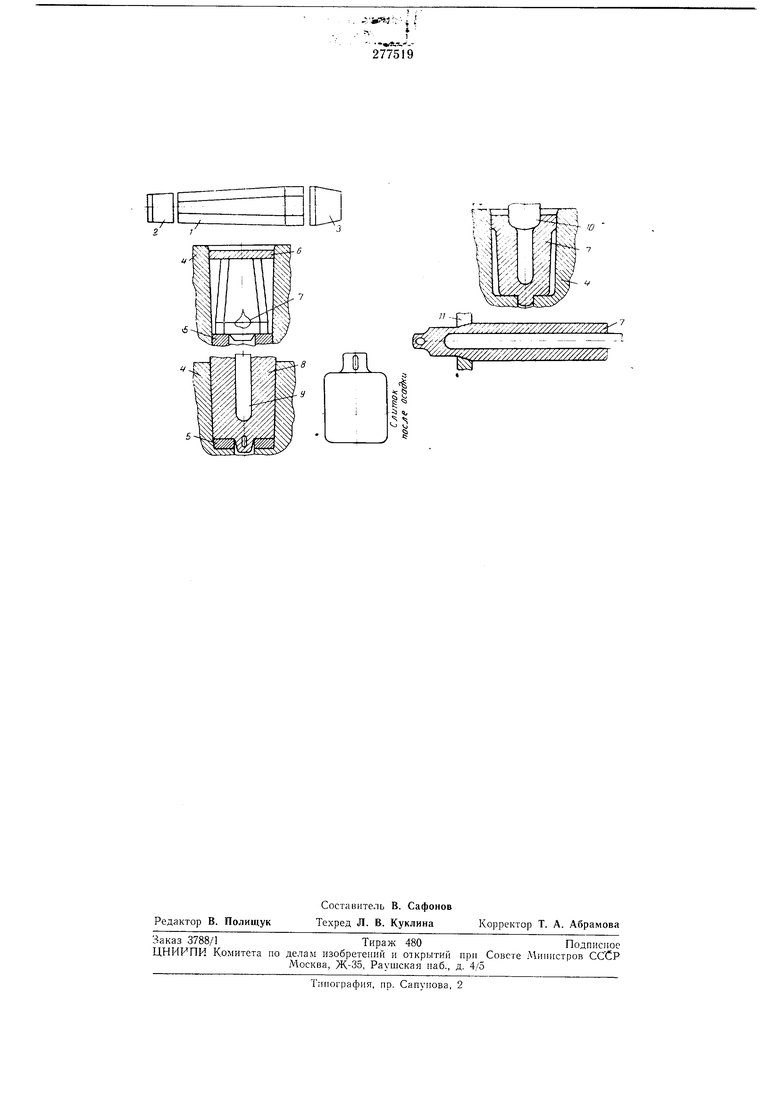
На чертеже нриведена схема изготовления труб по предлагаемому способу.
От слитка / отрезают донную н ирибыльиую части 2 и 3, если слиток отлит с ирибылью, н только донную часть 2, если слиток отлит без прибыли 3. Затем слиток 1 иомешают в контейнер 4, в дне которого установлена матрица 5. Слиток в контейнер номешают прибыльиой частью вниз. С доииой части на слнток устанавливают плиту 6 для осадки. Слиток У, помешенный в контейнер 4, подвергают осадке, при этом материал усадочной раковины 7 слитка вытесняется в полость матрицы 5. Осадка заканчивается, когда весь материал усадочной раковииы полностью будет вытесПосле осадки слиматрицы о.
нен в нолость контейнере нодвергается проток в том же
шнвке до нолучення гильзы-стакаиа 8, при
этом прошивной пуансон 9 внедряется в слиток / со стороны донной части.
Далее гильзу-стакан иодвергают раздаче головкой 10. После раздачи в гильз -стакан вставляют оправку (дорн) и на горизонтальном гидравлическом ирессе проталкивают его через ряд кольцевых калибров // с вытяжкой, равной 14-26% за один проход. После протяжки у трубы отрезают донышко н бахрому. Полученную трубу используют как полуфабрикат (заготовку под механическую обработку резаннем) нли как трубную заготовку нод прокатку.
Предмет изобретення
Способ изготовления бесшовных крупиогабарнтных труб, включающий онерацни осадки слитка в матрице, прошивку гильзы-стакана и иоследуюшую протяжку ее через ряд кольцевых калибров, отличаючийся тем, что, с целью улучшения качества труб, экономии металла и увеличения коэффициента вытял ки за один проход при протялчке гильзы без отрыва ее донной части, в процессе осадки усадочную раковину слитка вытесняют в нолость матрицы, а ирошивку гильзы ведут со стороны донной частн слитка. t
t
2775l9
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бесшовных крупногабаритных труб | 1980 |
|
SU902965A1 |
| Способ изготовления крупногабаритных бесшовных труб | 1977 |
|
SU721226A1 |
| Способ изготовления крупногабаритных бесшовных труб | 1980 |
|
SU946769A1 |
| Способ изготовления крупногабаритныхбЕСшОВНыХ ТРуб | 1979 |
|
SU804046A1 |
| Способ изготовления полых заготовок | 1977 |
|
SU722659A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БЕСШОВНЫХ ТРУБ | 2010 |
|
RU2453390C2 |
| Способ изготовления крупногаба-РиТНыХ бЕСшОВНыХ ТРуб | 1978 |
|
SU799885A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ ТОЛСТОСТЕННЫХ ТРУБ РАЗМЕРОМ 465×75 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ТЕПЛОВЫХ УГОЛЬНЫХ БЛОКОВ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2006 |
|
RU2386502C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 630×28-32×4800-5500 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2530090C2 |