1
Изобретение относится к области горячей обработки металлов давлением и может быть использовано при изготовлении крупногабаритных труб.
Известен способ изготовления крупногабаритных бесшовных труб, включающий осадку и прошивку слитка в коническом контейнере со стороны цонной части с выдавливанием дефектного металла усадочной раковины и последующую протяжку заготовки через ряд последовательно уменьшаюшихся в диаметре калибров l.
Недостаток известного способа заключается в том, что требуемое усилие прошивки часто превышает усилие действуюших прсжессов, в результате чего возникает необходимость в дополнительной операции раздачи гильзы. Это удлиняет технологический цикл, приводит к разностенности труб, что делает необходимым расточку и обточку труб на станках.
Цель изобретения - снижение трудоемкости изготовления труб путем уменьшения усилия прошивки.
Цель достигается тем, что осадку слитка осуществляют в верхней части контейнера, а прошивку осаженного слитка производят путем вытеснения металла в нижнюю полость контейнера, объем которой равен объему вытесняемого при прошивке металла.
На фиг. 1-4 изображена схема способа изготовления крупногабаритных бесшовных труб.
Способ осуществляется следующим образом.
Бесприбыльный слиток 1 помешают донной частью вверх в конический контейнер 2, где предварительно устанавливают вкладыш 3.
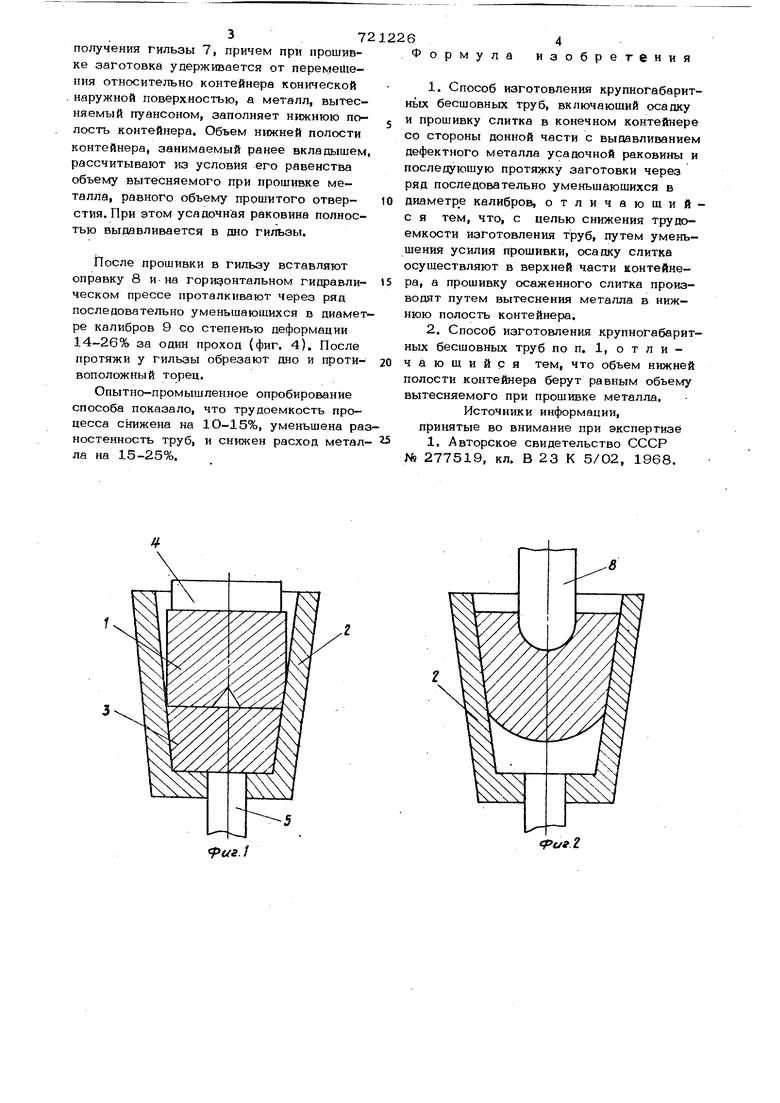
Сверху на слиток устанавливают плиту 4 для осадки и осаживают до заполнения верхней полости контейнера. При этом усадочная раковина слитка уплотняется. Затем выталкивателем 5 осаженный слиток и вкладь1ш удаляют из контейнера. Далее слиток вновь помещают в тот же контейнер и прошивают пуансоном 6 до
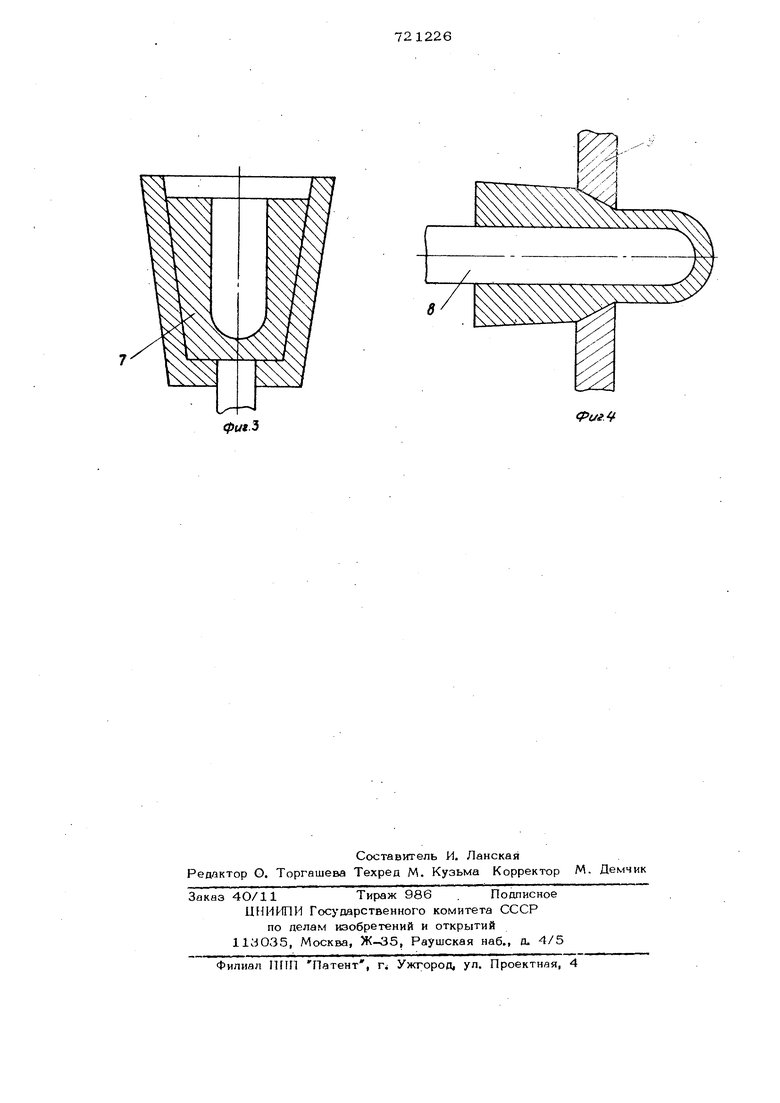
получения гильзы 7, причем при прошивке заготовка удерживается от перемеШения относительно контейнера конической . наружной поверхностью, а металл, вытесняемый нуансоном, заполняет нижнюю полость контейнера. Объем нижней полости контейнера, занимаемый ранее вкладышем, рассчитывают из условия его равенства объему вытесняемого при прошивке металла, равного объему прошитого отверстия. При этом усадочная раковина полностью выдавливается в дно гильзы.
После прошивки в гильзу вставляют оправку 8 и- на горизонтальном гидравлическом прессе проталкивают через ряд последовательно уменьшающихся в диаметре калибров 9 со степенью деформации 14-26% за один проход (фиг. 4). После про тяж и у гильзы обрезают дно и противоположный торец.
Опытно-промышленное опробирование способа показало, что трудоемкость процесса снижена на 1О-15%, уменьшена разностенность труб, и снижен расход металла на 15-25%.
Формула изобретения
1.Способ изготовления крупногабаритнь1х бесшовных труб, включающий осадку
и прошивку слитка в конечном контейнере со стороны донной части с выдавливанием дефектного металла усадочной раковинъ и последуюшую протяпжку заготовки через ряд последовательно уменьшающихся в диаметре калибров, отличаюшийс я тем, что, с целью снижения трудоемкости изготовления труб, путем уменьшения усилия прошивки, осадку слитка осуществляют в верхней части контейнера, а прошивку осаженного слитка производят путем вытеснения металла в нижнюю полость контейнера.
2.Способ изготовления крупногабаритньис бесшовных труб по п. 1, отличающийся тем, что объем нижней полости контейнера берут равным объему вытесняемого при прошивке металла.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 277519, кл. В 23 К 5/02, 1968.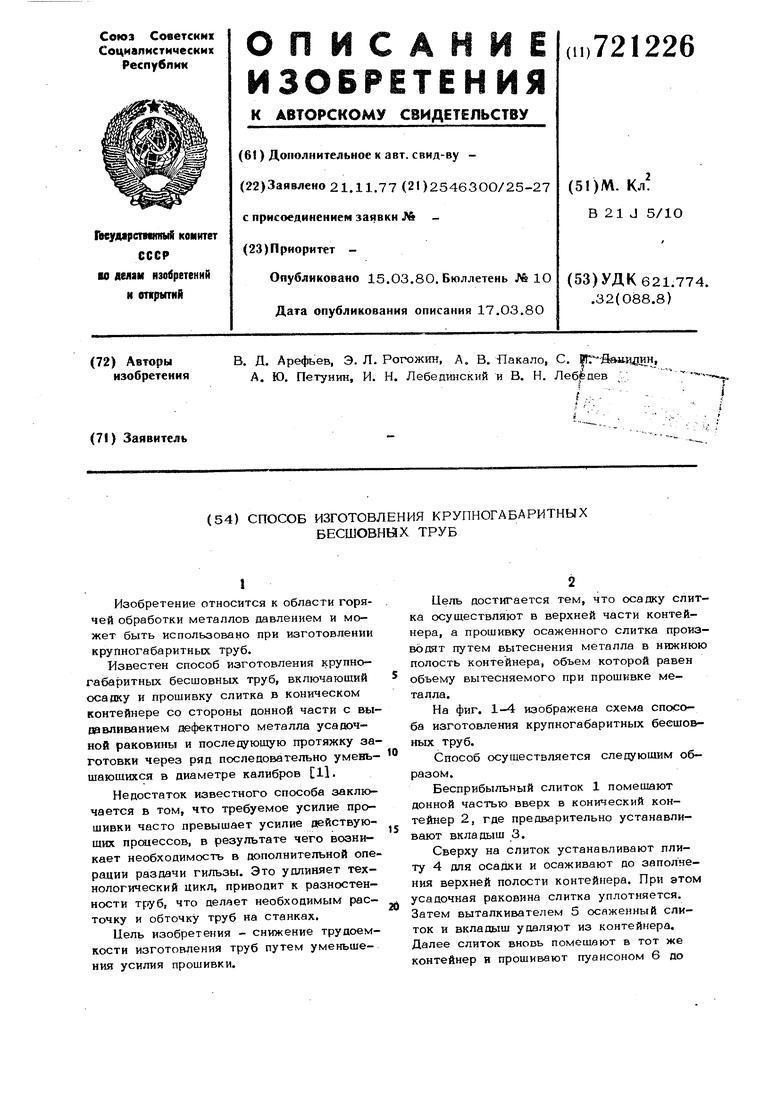
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крупногабаритных бесшовных труб | 1980 |
|
SU946769A1 |
| Способ изготовления бесшовных крупногабаритных труб | 1980 |
|
SU902965A1 |
| Способ изготовления крупногабаритныхбЕСшОВНыХ ТРуб | 1979 |
|
SU804046A1 |
| Способ изготовления крупногаба-РиТНыХ бЕСшОВНыХ ТРуб | 1978 |
|
SU799885A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БЕСШОВНЫХ ТРУБ | 2010 |
|
RU2453390C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ КРУПНОГАБАРИТНЫХТРУБ | 1970 |
|
SU277519A1 |
| Способ ковки бесприбыльных слитков | 1987 |
|
SU1512700A1 |
| Способ изготовления полых заготовок | 1977 |
|
SU722659A1 |
| Способ изготовления поковок | 1981 |
|
SU979015A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЗДЕФЕКТНЫХ ПОКОВОК ДЛЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ТИПА РОТОРОВ ИЛИ ВАЛОВ | 2005 |
|
RU2302921C2 |
риг.}
в
epual
фиг.З
