Изобретение относится к технологии прокатного производства.
Известные способы настройки направляющих роликов валковой арматуры по контрольному профилю, прокатаиному в предыдущей клег, весьма трудоемки и осуществляются высококвалифицированными вальцовщиками.
Предлагаемый способ отличается тем, что настройка направляющих поверхностей в соответствии с калибром прокатного валка заключается в совмеи;,ении профиля контрольного щаблопа, шариирио закрепленного по оси симметрии корпуса валковой арматуры, с профилем калибра прокатного валка.
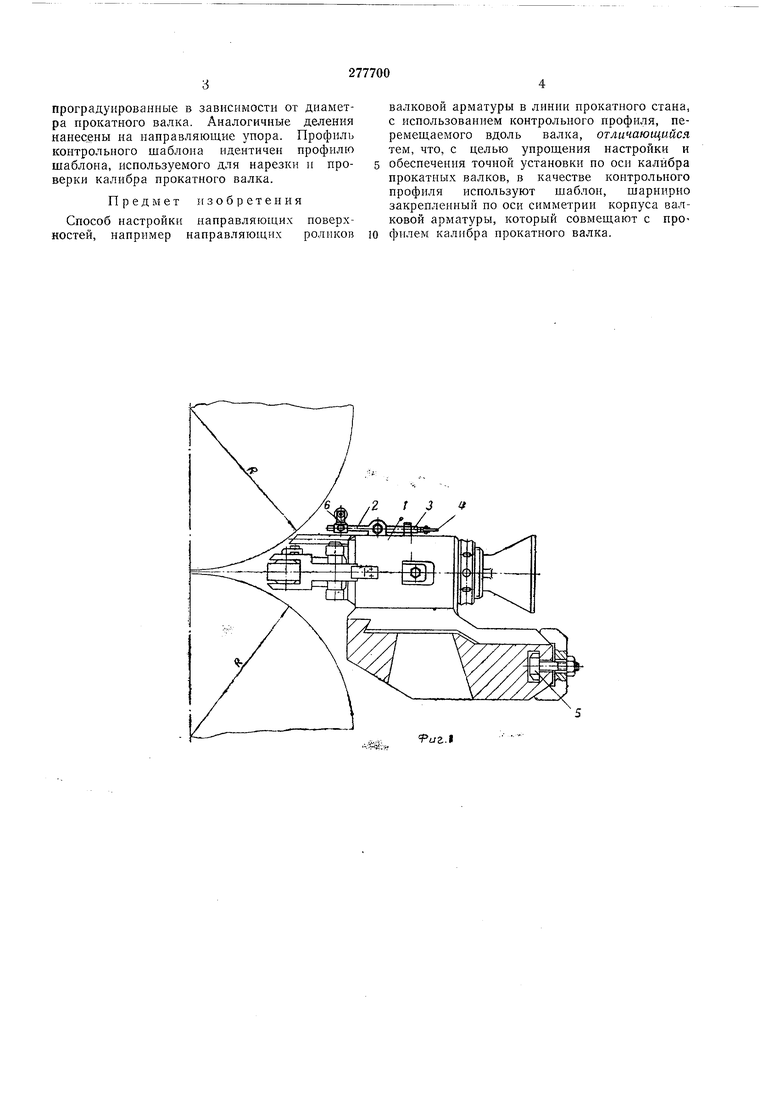
На фиг. 1 и 2 с.хематически изображена валковая арматура с устройством для настройки направляющих новерхиостей описывае.мым способом.
Настройка производится в следующей последовательности.
Валковую арматуру в сборе, на корпусе 1 которой по его оси симметрии жестко закреплена опора 2 и щариирно соединенный с опорой рычаг 3 с контрольным щаблоном 4, устанавливают на проводковый брус 5 прокатной клети. Рычаг устанавливают в рабочее положение таким образом, что угол наклона его к оси прокатки ограничен (например, 45°) упором 6. В зависимости от диаметра прокатных валков коитрольный щаблои, соединенный с рычагом щарнирно, перемещается до положения, определяемого по делениям на оси контрольного щаблона. Корпус валковой арматуры перемещается по проводковому брусу прокатной клети параллельно и перпендикулярно оси прокатных валков до совмещения профиля контрольного щаблона с профилем калибра, выполненным на прокатном валке. Из прямоугольных треугольников ABC и СДО, верщинами которых является ось рычага 3, профиль контрольного щаблона 4 и точка пересечения перпендикуляра, опущенного из крайней точки контрольного щаблона, и горизонтальной линии, проходящей через ось рычага параллельно линии прокатки, видно, что при известных АС, АВ, ВО, СД, ОД, OF i R точка пересечения профиля контрольного щаблона с профилем калибра прокатных валков определяется однозначно. Угол наклона рычага с контрольным щаблоном к оси прокатки ограничен (например, 45°) с помощью упора. Расстояние от оси прокатных валков до оси рычага с контрольным щаблоном постоянно для данной прокатной клети, а расстояние от оси рычага до профиля контрольного щаблона устанавливается в зависимости от диаметра прокатного валка путем перемещения контрольного щаблона. На оси контрольного щаблона нанесены деления.
проградуированные в зависимости от диаметра прокатного валка. Аналогичные деления нанесены на направляющие уиора. Профиль контрольного шаблона идентичен профилю шаблона, используемого для нарезки и проверки калибра прокатного валка.
Предмет изобретения
Способ настройки направляющих поверхностей, например направляющих роликов
валковой арматуры в линии прокатного стана, с использованием контрольного профиля, перемещаемого вдоль валка, отличающийся тем, что, с целью упрощения настройки и обеспечения точной установки по оси калибра прокатиых валков, в качестве контрольного профиля используют шаблон, щарнирно закрепленный по оси симметрии корпуса валковой арматуры, который совмещают с профилем калибра прокатного валка.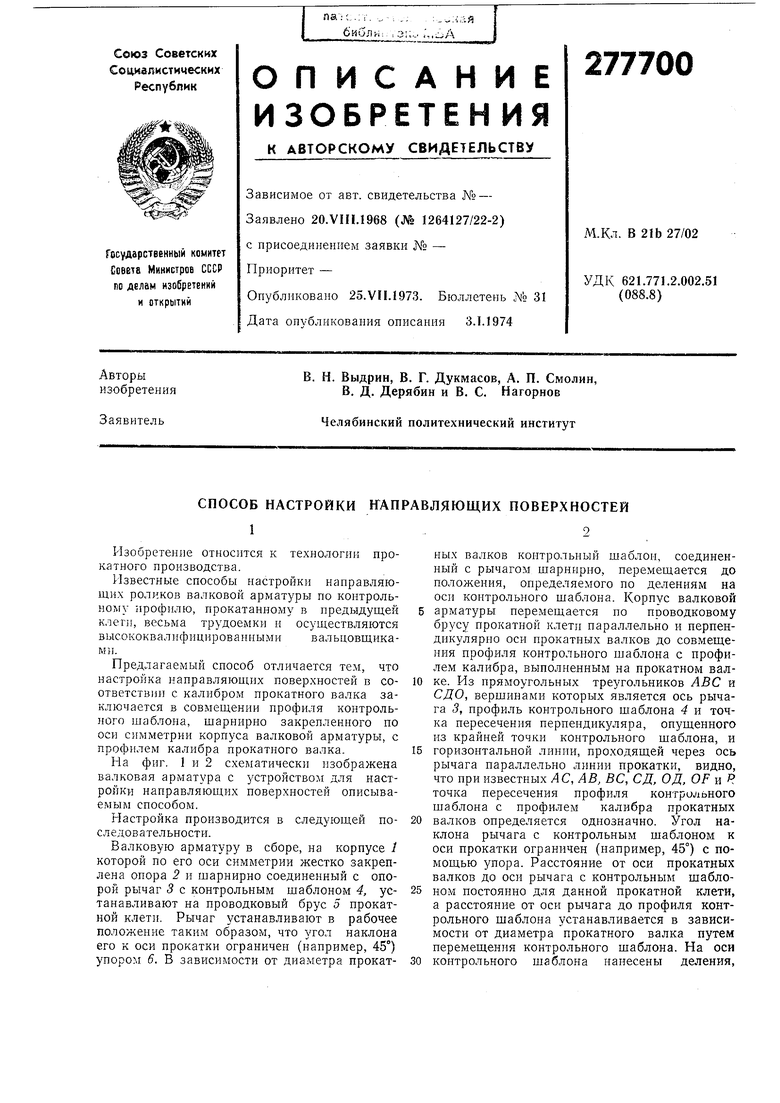
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для осевой настройкипРОКАТНОй КлЕТи | 1979 |
|
SU839640A1 |
| Валковая арматура прокатной клети | 1983 |
|
SU1132995A1 |
| Способ настройки прокаткой клети с четырехвалковым калибром и устройство для его осуществления | 1983 |
|
SU1139527A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| ГИБОЧНАЯ РОЛИКОВАЯ КОРОБКА^МШЕНИШ^т;^БИВЛИО' | 1972 |
|
SU323168A1 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| Устройство для осевой настройки прокатной клети | 1977 |
|
SU682296A1 |
| Валковая арматура прокатной клети | 1975 |
|
SU511123A1 |
| Вводная арматура прокатной клети с коническими валками | 1981 |
|
SU939151A1 |
.И
ЧШ
fuz--2
