Предлатаемое приспособление к труботяжным станкам для изготовления захваток у труб состоит из двух взаимноперпендикулярных штампов-пОлзунов, соеди 1енлых для одновременного перемещения клиповым мехаПизмом, приводным от станка. Как видоизменение приспособления, предлагается для последовательности перемещения ползунов сообщать им движение от отдельных эксцентриков:
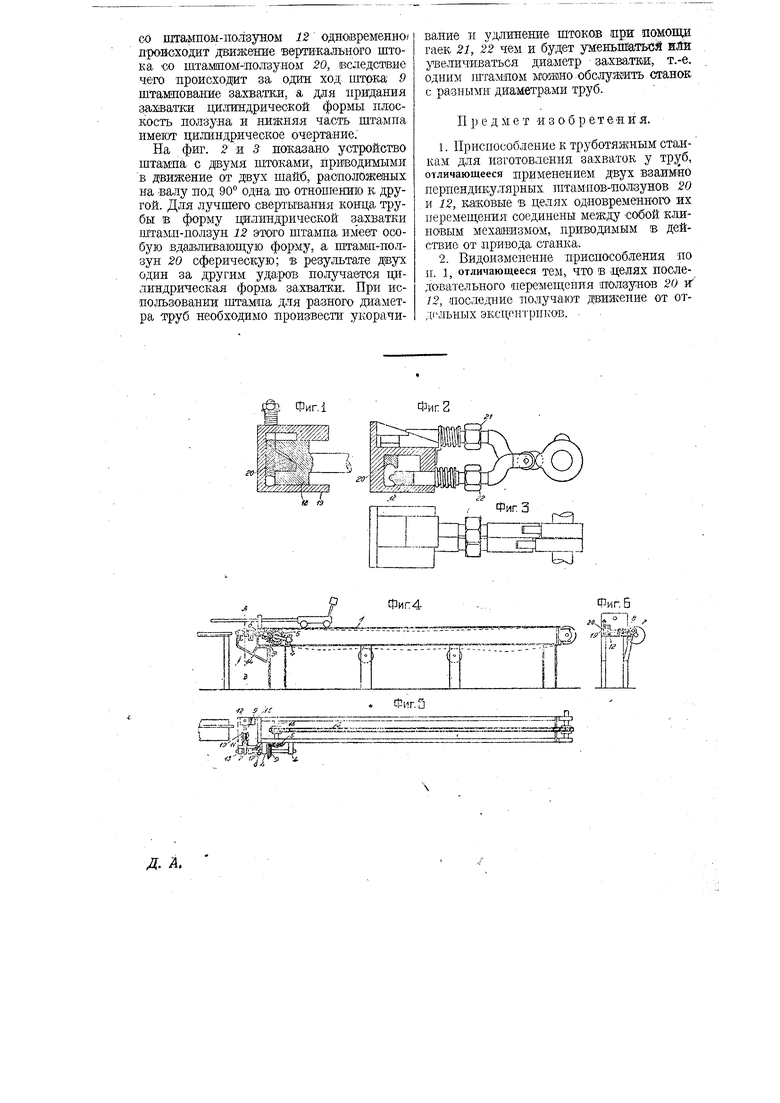
На чертеже фиг. 1 изображает предлагаемое устройство; фиг. 2 и 3-видоизменение приспособления; фиг. 4 - боковой вид труботяжного станка с предлагаемым прислособлением; фиг. 5 - вид станка сверху; фиг. 6 - разрез станка по линии АВ на фиг. 4.
На конце вала 16 труботяжного стаяк,а 1 насая ена коническая шестерня 5, находящаяся в зацеплении с другой конической шестерней 5, зажреиленной на валу, вращающемся в подшипниках 4. Один конец этого вала соеднняется при помощи шарнира 6 с валом 17, лежащим в подшипниках 18, укрепленных на кронштейне 14. На вал 17 насажена эксцентрикозвая шайба 7, соприкасающаяс-я с роликш: 8, находящимся на штоке 9, на одном которого находится пружина 11, укрепленная в упоре 10, яшгяющемся одновременно и (вляющей для штока 9. На другом же конце штока 9 насажен штамп-ползун 12, соприкасающийся с матрицей 19, в которой находится другой верхний штамп-ползун 20.
От движения цепи 3 во -время работы труботяжного станка приводатся во вращательное движение вал 16, передающий движепие посредством конических щестерен 5, 5 я шарнира 6 валу 17. При вращении вала 17 насажецная на нем кулачная шайба 7-передает постушательное движение штоку 9; обратное поступательное движение што1са 9 происходит при помощи пружины 11. При своем поступательном даижении пгток д со штампом ползуном 12 входит в матрицу 19 и приводит В вертикальное поступательное движение верхний штамп-ползун 20, и одновременно же с ним с двух сторон производится сжатие вставленного в матрицу конца трубы. Для ограничения хода трубы за матрицу 19, около пюследней устанавливается упор.
Перед протяжкой трубы один конец ее вкладывается в матрицу и за один удар штока со штампомчЕюлзуном произаво,ртся -сжатие конца трубы, т.-е. происходит захватка трубы. Сила удара ш:така штампом-ползунком 12 будет та же, на какую рассчитан станок, т.-е. вполне достаточная для сжатия конца той трубы, которая будет потом нротягиваться на этом же станке. Скорости движения штамиа-ползуна 12 и количество ударов его могут быть любые. Отверстие в матраце 19 для входа конца трубы можно расположить под любым углом.
На фиг. 1 показано устройство штампа, где при горизонтальном .движении штока
с4 штампом-ползуном 12 одновременно Лройсходит движение вертикального штока со штамном-ползуном 20, вследствне чего нронсходит за одпн ход. штока 9 штампование захватал, а для придания захватки цилиндрической формы плоскость ползуна и нижняя часть штампа нмеют цилиндрическое очертание:
На фиг. 2 и 5 показано устройство штамна с двумя штоками, пр1шодимьши в движение от двух шайб, расноложеиых на -валу под 90 одна но отношению к другой. Для лучшего свертьгвапия конца трубы в форму п илиндрической захватки штамп-ползун 12 этого штампа имеет особую вдагвливаюшую форму, а штамш-нолзун 20 сферическую; в результате даух один за другим ударов получается цилиндрическая форма захватки. При использован1ш штам1На для разного диаметра труб необходимо произвести укорачнвание и удлинение штоков при помощи гаек 21, 22 чем и будет уменыиатьсй или увеличиваться диаметр захватки, т.-е, одним штампом мояано обслужить станок с разными диаметрами труб.
П р е д м е т и з о б р етен и я.
1.Приспособление к труботяя ным станкам для изготовления захваток у труб, отличающееся применением двух взаиМНО перпендикулярных пиампов-ползунов 20 и 12, каковые в целях одновременного их 11еремеш,еш1я соединены между собой клиновым механизмом, приводимым в действие от привода станка.
2.Видоизменение приспособления по ц. 1, отличающееся тем, ЧТО В делях носледовьгтельного перемещения оолзунов 20 if 12, последние получают двия-гение от отдельных эксцентриков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления гнутых коленчатых валов | 1928 |
|
SU25841A1 |
| Приспособление для введения утка на бесчелночном ткацком станке | 1979 |
|
SU990899A1 |
| Станок для изготовления матов | 1934 |
|
SU42483A1 |
| Станок для изготовления профильных изделий из листового металла | 1935 |
|
SU48090A1 |
| УСТРОЙСТВО для УСТАНОВКИ КРУПНОГАБАРИТНЫХ ШТАМПОВ НА ПРЕССБ[ И СНЯТИЯ ИХ | 1966 |
|
SU181602A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПЛАСТИЧЕСКИХ МАСС ФАСОННЫХ ЧАСТЕЙ ТРУБ | 1935 |
|
SU43490A1 |
| Станок для штемпелевания пакетов, писем и т.п. | 1934 |
|
SU42106A1 |
| Бесчелночный ткацкий станок | 1937 |
|
SU58890A1 |
| Станок для плетения дранок | 1939 |
|
SU56568A1 |
| ПРИСПОСОБЛЕНИЕ К АВТОМАТИЧЕСКИМ ТОКАРНЫМ СТАНКАМ ДЛЯ ПОДАЧИ МАТЕРИАЛА | 1931 |
|
SU38565A1 |

