Станок предназначен, глазным образом, для изготовления сложных пространственных профилей частей саг.-юлетоз (ободов рулей поворота, глубины,элеронов и др.) из листового материала (дюралюминий, сталь).
Все давильные машины (в том числе прессы, например, Боука и др.. а также посадочный станок Гавриленко) оснозаны на перераспределении материала посредством приложения определенна;х усилий и таким образом придания листовому материалу соответствующей формы.
Деталь, в процесса производства деформируясь 3 холодном состоянии, подвергается не только изменению момента сопротивления, но и внутреннему изменению зерен и волокон (наклеп, увеличение плотности и т. п.). Все так называемые давильные машины, а особенно посадочные станки являются, по идее образования формы детали из плоского (листового) материала, частным случаем одной общей идеи: волнового перераспределения материала.
Предлагаемый станок дает непрерывное волнообразное перераспределение (деформацию) материала с одним неподвижно укрепленным параметром и одним (в общем случае-двумя) свободным. Станок работает по идее волновой деформации материала.
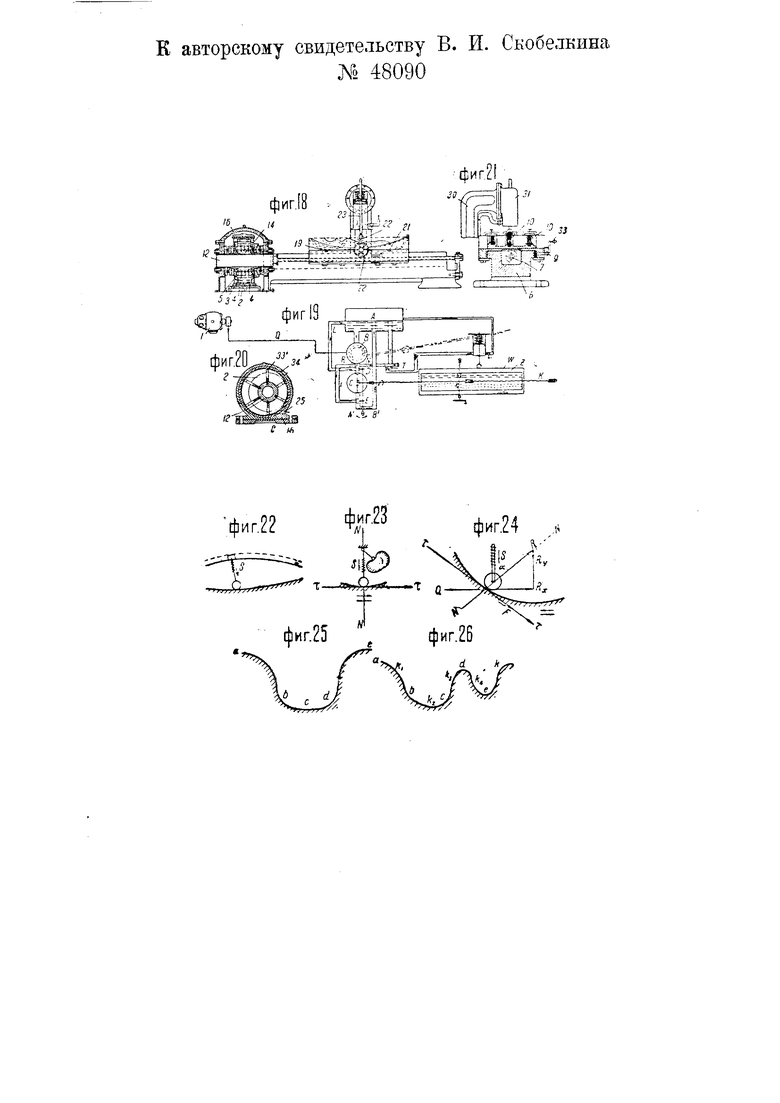
па чертеже фиг. 1-17 поясняют работу станка при различных профилях изделий; фиг. 18-21 -разрезы и схему станка; фиг. 22 - 26 поясняют его работу; фиг. 27 и 23 изображают особую конструкцию ролика, армированного резиной; фиг. 29-33 изображают разрезы и схемы видоизмененной конструкции станка.
Ес;;и ззять дюралюминиевую (а также стальную) ленту или лист и попробовать сделать изгиб в двух плоскостях (фиг. 1, 2, 3), что обычно и делают при изготовлении различного рода ободов, то материал образует так называемый .,гофр, Этой есть ничто иное, как образование волн, поскольку материал деформируется пои изгибе в дзух плоскостях (YOX и XOZ, а этот изгиб создает растяжение одной части металла и сжатие другой.
Поскольку тонкостенный материал не может (при усилии придать ему криволинейный профиль) деформироваться внутренним образом, т. е. сжиматься или растягиваться в своей криволинейной поверхности, то он, естественно, деформируется, как говорят, „во вне, ибо жесткость его сечения значительно меньше сопротивления сжатию, и эта разность растет обратно пропорционально толщине материала (вернее не растет, а изменяется) и при определенной толщине
HacTOjynKOи: гото
;улирчетси5оль;и
ери 2;: иликрин и;
илерс дл,r-t-;- з:
:ь:ч позерхное еи ; to T37-C4HO малой тетехэдсм. Для
J ;, ОООДОВ. рй:и калсго ;-- . тое5у:
уКТКЕНО ОФСР :Л°iOK лефо..LX
Если изготовить ролик с сечением cd (фиг. 10), но переменным при движении, чего можно достигнуть внутренним гидравлическим давлением (ролик в этом случае будет составным) и заставить под определенным давлением двигать с ндрр мально к поверхности шаблонаа |5-Ё{:)Н1,щ по пути аЬ (фиг. 11), то мы п дучйм деталь (фиг. 9), как если бы она была изготовлена на прессе (выдавлена). Можно также изготовить, зная соответственную поверхность детали, ролик переменного поверхностного сечения, который при одном своем обороте дал бы требуемую деталь.
Применение идеи снятия волн давлением при свободных одном или двух параметрах даст возможность механизировать столь трудоемкие работы, как медницко-жестяницкие выколоточные по производству деталей из тонкостенного материала (листового).
Если на самолетах прежних типов жестяницкие и медницкие работы составляли 8-12% от общего количества затраченных часов, то на современных самолетах эти работы составляют 25-30%. Только механизация жестяницких работ съэкономит громадное количество высококвалифицированного ручного труда, а также время производства самолета.
Особенно значительную экономию в квалифицированной силе и во времени предлагае1«1ый станок дает при серийном производстве. Так, например, можно указать на то, что обод руля поворота вручную изотовляется, в среднем, за б-7 часов (целый рабочий день). На изобретенном станке этот обод можно изготовить в 2-3 минуты.
Штампы стальные, цементо-резиновые и пр. лишь отчасти механизируют процесс, немного сокращая время производства, и их сравнительная дещезизна способствует применению их при не серийном производстве. При серийном производстве штампы не рентабельны. Кроне того, они недолговечны,что особенно относится к цементно-резиновым штампам.
Деталь в штампах часто подвергается ударным нагрузкам (динамически), а потому напряжение металла значительно. Область применения нового станка расширяется с возможностью работ при
больших температурах металла, когда металл приобретает большую вязкость, а следовательно, меньшее сопротивление снятию волн (гофр).
На фиг. 13 показан прямолинейный по длине профиль детали; волнообразования при изготовлении такого профиля детали не происходит. Такая деталь может быть изготовлена движением ролика и валка, как показано на фиг. 13. Любопытно, что при волнообразовании жесткость листа увеличивается. Это явление, происходящее с тонкостенными деталями, подтверждает с другой стороны доказанную немецким профессором Вагнером теорию устойчивости тонких стенок за пределами упругости. Эти стеНки, применяющиеся в балочных лонжеронных конструкциях, образуя при нагрузке на них волны, увеличивают жесткость и таким образом продолжают сохранять устойчивость.
На фиг. 14 показан обод переменного сечения по размаху крыла (ребро атаки, ребро обтекания) и на фиг. 15-17 - его сечения в разных местах.
Ролик для производства таких профилей должен быть разъемным. Обе части должны ходить в направляющих. Контуры ролика должны меняться по хорде. Внутри должна резиновая манжета-камера, которая заполнена жидкостью под давлением, проходящей через шланги резиновую трубку внутри оси роликаОдним из вариантов данного ролика является ролик, где гидравлическое давление заменено рядом симметрично расположенных пружин. Наиболее идеальным роликом является просто резиновая манжета, которая внутри распирается гидравлическим давлением, а наружный контур получается по форме матриць (жолоба в плите), а также ролик, армированный резиной (фиг. 27, 28). При этом получение обода с переменным сечением осуществляется подачей стола и вертикальной подачей ролика.
Станок (фиг. 18-21) имеет стол для продольной подачи по винту 20 и стол для поперечной подачи от руки при помощи маховичка 33. Поперечный стол 9 с направляющими 19 и 2/ имеет в себе комбинацию матриц, расположенных вдоль рядом и вглубь, которые или непосредственно производят обода целиком.
или эти обода производятся движением по разным кривым. В этом случае необходимы только наиболее часто встречающиеся кривые. Матрицы обода (желобки по форме) 10 представляют собой или обработанные непосредственно в столе (отливка, фрезеровка, шлифовка и т. д.) или в столе только наглухо закрепленные, но сделанном отдельно. Материалом для таких матриц может быть как сталь, так и цемент. Характерным для такого рода стола с комбинацией кривых является долговечность работы, ибо производство ободов здесь происходит не под действием удара или давления на всю поверхность, а катанием ролика-пунсона под давлением только в данной точке в данный момент (вертикально) и меньшим поверхностным боковым давлением.
Часто не требуется делать жолоб по всей длине обода, так например, если обод контуром симметрично повторяется дважды или трижды .(фиг. 25 и 26 - участки аЬс и cde тождественны). В этом случае матрицы должны иметь одну из ветвей обода, например аЬ, а остальные получаются манипуляциями рабочего.
Цилиндр 5/ (фиг. 21) необходим в том случае, если станок работает диференциальным способом, осуществляя два движения: горизонтальное и вертикальное. В этом случае в него поступает жидкость (вода, масло) и создает давление на ролик.
Движение основных частей диференциального гидравлического станка (стола и цилиндра) автоматически регулируется возникающими усилиями в частях и их соотношениями. При усилии на металл, равном расчетно предельному, подача стола прекращается и происходит лишь вертикальная подача.
Необходимость иметь свободные движения и подачи в зависимости от материала, его толщины, размеров, формы изделия и т. д. потребовала также осуществления движения не при помощи жестких передач, а при помощи жидкости, находящейся в условиях определенного режима. Режим этот устанавливается редукционным клапаном (фиг. 19).
Поскольку движения в станке происходят в трех измерениях одновременно, то применение карданных соединений, гиперболических и геликоидальных шестерен, шаровых шарниров и т. п. чрезвычайно усложнило бы конструкциюстанка и не дало бы диференциации движений вполне. Одним из способов жесткой передачи является механизм, кулисы Шепинга, но с регулируемым радиусом качания тяги кулисы и ходом, что может осуществиться путем передвижения по линии центров камня кулисы (регулирование размаха) и передвижением точки крепления тяги по вертикали (регулирование радиуса); цилиндр в. этом случае должен двигаться за одно с тягой. Этот вариант нужно считать неудовлетворительным как по его сложности, так и по ограниченности движений вперед и назад. Ролик будет работать на элементе длины материала и,, следовательно, станок не удовлетворит идее образования волн и снятия их. ПрИ одном закрепленном параметре здесь, будет необходимо многократное прохождение роликов по элементам, что удлинит работу. Кроме того при больших: радиусах не может быть допущено большое давление (вертикальное), тан как при этом будет создаваться очень большой изгибающий момент в onacHbix сечениях тяги, что заставит увеличить размеры ее, учитызая лишь определенные случаи работы.
Гидравлический станок эластичен и в то же время надежен в работе.
При пространственных профилях, т. е. изогнутых в трех плоскостях (ребро, атаки, выхода), ролик должен совершать соответствующие пространственные движения, сохраняя расчетное давление на материал, нормальное к поверхности, Это можно осуществить с помощью направляющих, очерченных по нейтральной линии профиля детали. Эта кривая в общем случае будет являться функцией от производной линии движения ролика. Для каждой детали надо иметь свою направляющую, термически обработанную,, отшлифованную и закаленную, а соответствующую ползушку. Все это сложно и дорого, а потому непригодно.
Ролик может быть снабжен рычагом,, жестко связанным со штоком или цилиндром (фиг. 24), который отжимался бы кулачком, вращающимся закономерно, соответственно движению стола и таким образом (при помощи соответствующего контура ролика-кулачка) создавал давление S нормально к кривой обода (по Нормали ). Изготовление кулачка также сложно, требует очень тщательной обработки, при неизвестном уравнении кривой вообще невозможно. Кроме того на каждую деталь надо иметь такой дорого стоящий кулачок и усилия, передаваемые кулачком на рычаг, должны преодолевать очень часто не только силу трения ролика о материал, но и горизонтальную реакцию материала на ролик, которая в этом случае будет значительной. Самым рациональным, простым и безотказно действующим при всех случаях и положениях является способ комбинации двух движений (горизонтального и вертикального), основанный на равновесии действующих сил. Всякое неравновесие вызывает изменение кинематики механизмов и соотнощения этих двух движений,
В станке основанное на этом принципе вращение от мотора / (фиг. 19) передается насосу-генератору В посредством передачи Q. Насосом может являться порщневой эксцентриковый насос, насос типа Штурма, радиально-поршневой насос Лауф-Тома, простой коловратный щестеренчатый насос, адекватный двигателю С.
Из аккумулятора А жидкость проходит через кран D в отверстие 34 (фиг. 20) двигателя С. Двигатель С приводит во вращение ходовой винт К, а жидкость уходит через кран Е в аккумулятор через отверстие 35 в двигателе. Вращение винта К дает поступательное движение столу Z. Цилиндр 5/, укрепленный неподвижно на станине 30, создает давление на порщень 23 или при помощи двухрядных пружин или жидкостью, нагнетаемой насосом В через трубопровод О или же сжатым воздухом высокого давления по щлангу Ж, показанному пунктиром. Поперечный стол W имеет движение от поперечного винта 20 с маховиком и движется в направляющих /Р. Поперечное движение стола W необходимо для ободов пространственно непрямолинейных, как например, ребро атаки, ребро обтекания и др.
Ролик 22 (фиг. 18) по мере движения стола то поднимается, то опускается, но вдавливает материал в матрицу на всем пути стола. Для того, чтобы рс;;ик не
испытьшал давлении, превышающих расчетные, имеется редукционный клапан Т с пружиной, которую можно регулировать на определенное давление. Когда сопротивление стола Z возрастает до предельно отрегулированного значения, жидкость в двигателе С увеличивает давление на лопатки 5, так как жидкость засасывается насосом в том же объеме (мотор делает постоянное число оборотов); при этом давление в двигателе С растет пропорционально сопротивленик стола. Число оборотов ходового винта понижается, так как излишек расчетного давления в двигателе С откроет клапан Т и жидкость по трубопроводу Л пойдет под порщень 23 в цилиндр 5/.
Следовательно давление в двигателе С беспредельно расти не будет. Устремившаяся под порщень 23 жидкость начнет уменьщать вертикальное давление ролика на материал и вопре-деленный момент, например, когда стол Z контуром аЬ (фиг, 25) упрется в ролик, создастся нормальное давление, но уже перпендикулярное к прежнему. Стол Z и порщень 23 как бы меняются ролями до точки а, если обод имеет контур по фиг. 25 или 26. Предохранителем в случае необходимости быстрого выпуска жидкости из-под поршня 25служит кран -, входящий в щтуцер цилиндра с насадкой.
Насос В соединяется с краном Е трубой i. Краны D и Е имеют одну общую рукоятку и служат для перемены хода стола: A -прямой ход и Ь -обратный при повороте рукоятки на 90°, труба L с двигателем С разобщается, а отверстие R сообщается с отверстием 34 двигателя. Жидкость пойдет из насоса В по трубе L через кран Е в отверстие 35 двигателя и будет давить на лопатки в обратную сторону. Уходить жидкость будет через кран D по трубе L в аккумулятор А при. снижении давления в двигателе С, что может быть только при уменьшении сопротивления стола Z. Тогда редукционный клапан сядет на старое место и поршеньком (фиг. 19) перекроет отверстие, соединяющее трубу Л/ с подпоршневым пространством цилиндра. Жидкость из-под поршня будет уходить в аккумулятор Л.
Двигатель С представляет собой foгастный насос. Лопасти 3 движутся в направляющих ротора 4. Ротор насажен неподвижно на вал /2 винта К и эксцентрично с окружностью корпуса. Лопатки катаются по телу корпуса /б роликами 33 и прижимаются к корпусу пружинами 4, помещенными внутри ротора радиально.
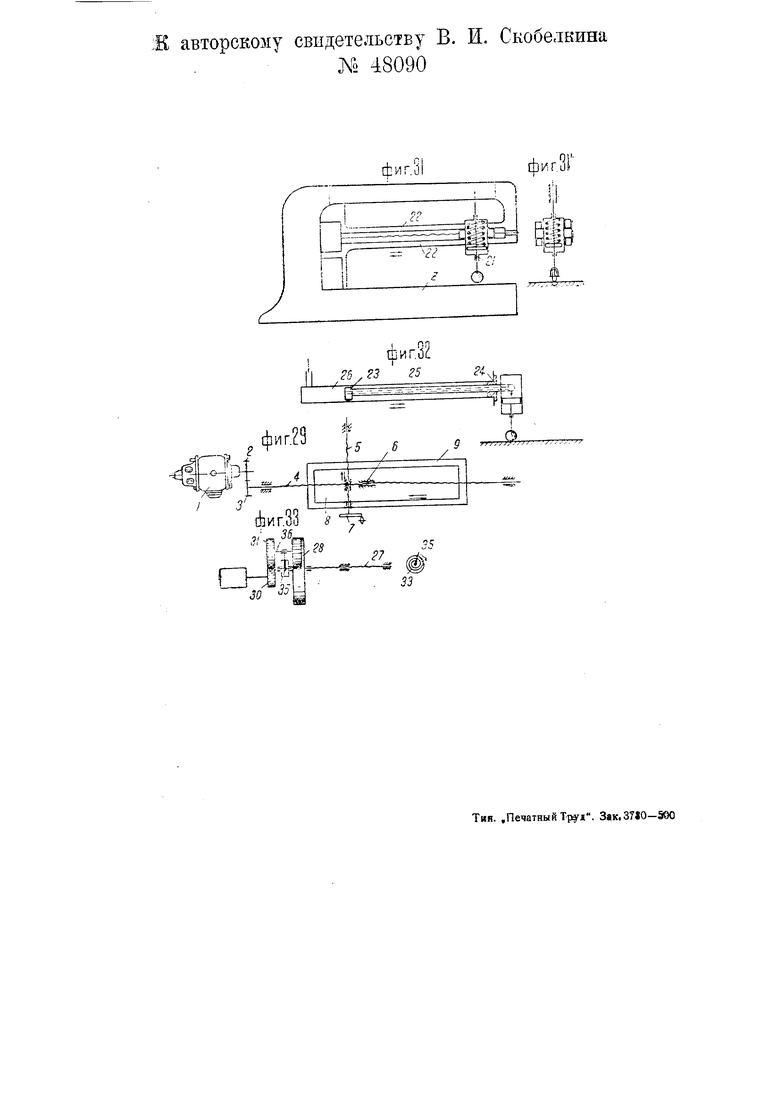
На фиг. 29-33 изображено видоизменение станка, в котором все устройство остается прежним за исключением механизма для продольного перемещения стола 9,
От мотора / вращение передается шестерне 2, от шестерни 2 через шестерню 3 на винт 4. 6-гайка стола 9, 7-маховик для поперечного движения стола 5 и 5-поперечный ходовой винт.
При таком механизме давление на .цилиндр может производиться как и в прежней конструкции гидравлическим давлением, воздухом или пружинами {фиг. 18 и 21). Пружины лишь условно изображают давление, но вовсе не обязательны для конструкции станка. Подъем ролика производится действием вертикальной составляющей усилия стола, в том случае, когда имеется некоторый радиус кривизны, и ролик идет на подъем. Для этого требуется, чтобы кривая движения ролика (контур обода) не имела слишком большой кривизны и резких переходов.
Автоматический подъем и опускание ролика перед началом работы и во время производства осуществляется механизмом, изображенным на фиг. 30. Маховик 19, вращаемый от руки или от мотора, насажен на червяк 14, сцепленный с червячным колесом 13. Червячное колесо сидит неподвижно на одной втулке с цилиндрической шестерней 34, которая в свою очередь соединена с рейкой 75, движущейся в направляющих 17. От рейки идет цепь Галля 12 через звездочки //.
Шток ролика ходит в направляющих W станины 15. На фиг. 31 изображен вариант подачи не стола, а цилиндра. Ползун, перемещающийся в направляющих 22, составляет одно целое с цилиндром (если имеется гидравлическое вертикальное давление) или с телом, внутри которого ходит шток 2/ ролика с заплечиками для пружины. При таком устройстве стол Z неподвижен и этим уменьшается габарит (длина) станка при той же длине обода.
Механизмом для вращения ходового винта служит ранее описанный гидравлический двигатель или же механизм, изображенный на фиг. 29 и 33.
На фиг. 32 для случая гидравлического давления на поршень (а следовательно на ролик и на металл) устроен кожух 26, в котором ходит шток 25 с сквозным отверстием внутри него по всей длине, и жидкость поступает через отверстие в кожух 26 и через отверстие в штоке в цилиндр 23. Цифрой 24 обозначен сальник.
Все клапанное устройство и предохранительный кран, а также насадка для этого крана остаются прежней конструкции.
На фиг. 33 изображено предохранительное устройство для остановки мотора в случае подачи стола механизмом, изображенным на фиг. 29. Мотор будет вращать винт до тех пор, пока в какойнибудь момент времени сопротивление стола будет превышать расчетное, что может быть в тот момент, когда контур обода идет вертикально (стол упирается в ролик).
Мотор передает вращение шестерне 30. Шестерня 30 через сателлит 57, вращающийся вокруг своей оси, укрепленной неподвижно пружиной 33, отрегулированной на максимальное расчетное усилие (сопротивление стола), передает вращение барабану 28 (шестерня с внутренним зацеплением, в котором укреплен наглухо ходовой винт 27). Если усилие превзойдет расчетное, то сателлит начнет обегать колесо 28, не вращая при этом винта. Стол остановится. Цифрой 35 обозначен кулачок на неподвижной оси сателлита и 36-подвижная ось сателлита.
Предмет изобретения.
1. Станок для изготовления профильных изделий из листового металла путем катания фасонного ролика по уложенной на матрицу и закрепленной одним концом плоской заготовке, отличающийся тем, что держатель 23 ролика 22
выполнен подвижным в направлении, перпендикулярном к направлению движения матрицы 10, и находится под давлением пружины и гидравлическим давлением, заимствуемым от гидравлического привода для прямолинейного перемещения матрицы (фиг. 18).
2. Видоизменение станка по п. 1, отличающееся тем, что держатель ролика /5 находится под давлением (например, пружин, сжатого воздуха и т. п.), независимым от привода прямолинейного перемещения матрицы (фиг. 18).
3.Форма выполнения станка по п, 2, отличающаяся тем, что матрица выполнена подвижной в двух взаимно перпендикулярных направлениях.
4.Видоизменение станка по п. 2, отличающееся тем, что подвижным в прямолинейном направлении выполнен держатель 27 с роликом, а матрица неподвижна (фиг. 31).
к авторскому свидетельству В. И. Скобелкина
Л 48090


| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования внутренних поверхностей цилиндров | 1940 |
|
SU61105A1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1991 |
|
RU2010658C1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ ДЛЯ НАРЕЗАНИЯ НЕКРУГЛЫХ КОЛЕС | 1999 |
|
RU2166414C2 |
| АВТОМОБИЛЬНОЕ КРАНОВОЕ ШАССИ | 2018 |
|
RU2684838C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| СТАНОК ДЛЯ ПРАВКИ ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 2003 |
|
RU2236924C1 |
| ВИБРАЦИОННО-ВОЛНОВОЙ МОТОР | 1989 |
|
SU1831001A1 |


фиг. фиГ.З ф5 г4фиг.5
/ - ггл.„----- ф,,8) .фиг.9
Сч
.15 .16 фиг.(7
J
ЙИГ.З
-ЩУ/
ф1лг.|2
фиг.Ю
/
к авторскому свидетельству В. И. Скобелкина
le
f «i
иг.22
|)иг.25
№ 48090
фиг.23
фиг.24 ,
S авторскому свидетельству В. И. Скобелкина
Л 48090
.
18
:К авторскому свидетельству В. И. Скобедкина
Л 48090
.-f
LU
3
фиг.З
.,
г 1 / t. С-1 V
f
Р JO 3
г-,::k.
ф
35 33

