Изобретение относится к способу отделки зубчатых колес, в особенности цилиндрических и червячных колес с эвольвентпым и неэвольвентным профилем.
Известен способ шлифования, например, зубьев цилиндрических колес глобоидпым абразивным червяком. При этом с целью повышения точности обработки шлифование осушествляется абразивным червяком, заправленным дисковым накатником, имеющим форму рабочего профиля, соответствующего зубу обрабатываемого колеса и воспроизводящего глобоидное зацепление с одновременной радиальной подачей накатника на червяк.
Р1звестный способ обладает рядом недостатков, например, отсутствием рещения о максимально возможном количестве зубьев, которое одновременно может находиться в обработке, или высокой трудоемкостью и слол ностью в осуществлении точной заправки абразивного червяка.
Цель изобретения - повыщение точности обработки.
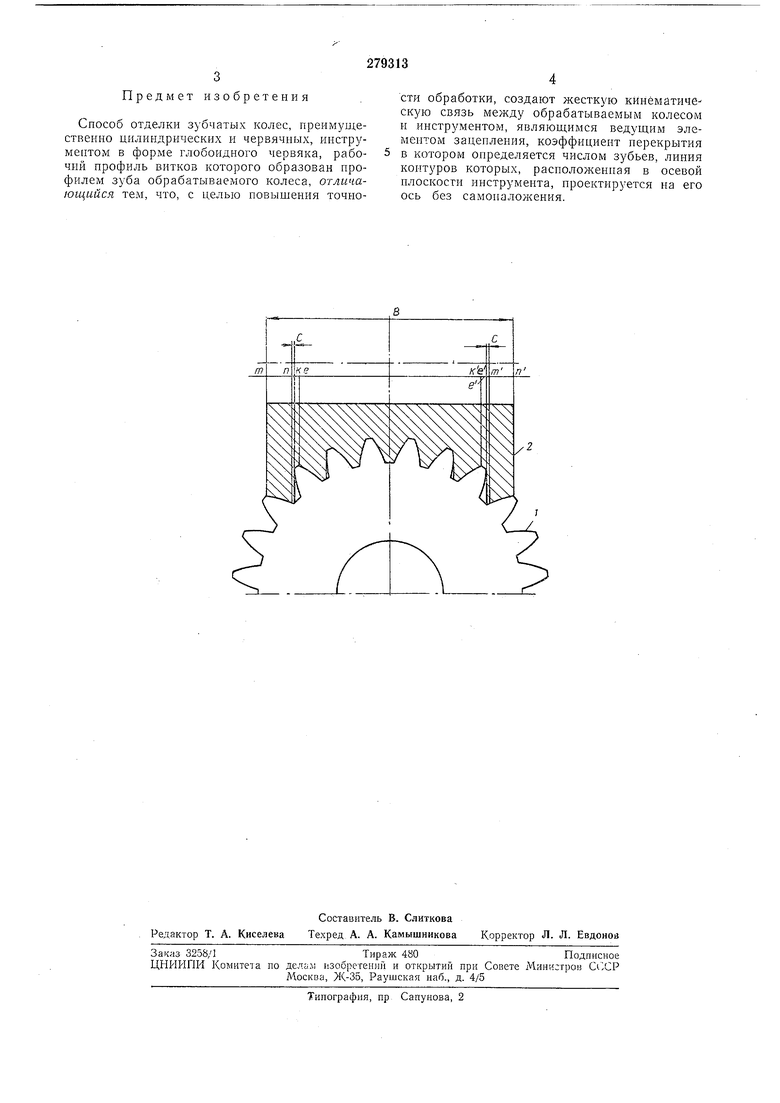
Для этого создают автономную внутреннюю жесткую кииемятическую связь, когда инструментом в форме глобоидного червяка, являющимся ведущим элементом в зацеплении с обрабатываемым колесом, охватывакзт такое максимально возможное количество зубьев и профилей, при котором проекции профилей обрабатываемого колеса на линию, расположенную в расчетной осевой плоскости червяка параллельно его оси. не перекрываются проекциями верщин предыдущих зубьев.
Сущность изобретения поясняется чертежом, где приняты следующие обозначения: / - обрабатываемое колесо; 2 - инструмент; тп и т п - проекции профилей крайних зубьев колеса, охватываемых инструментом в зацеплении; ke и ke - проекции верщин предыдущих зубьев; В - ширина инструмента; С - размер, определяющий максимальную щирину инструмента. Ширина инструмента В
принимается такой наибольщей величины, когда размер С становится минимальным.
Когда инструмент вводят в беззазорное зацепление с обрабатываемым колесом, создается определенной степени жесткость зацепления внутри данной кинематической пары, что позволяет уменьшить имеющиеся в колесе искажение профиля и накопленную погрешность окружного щага, заключенную на таком количестве зубьев, которое одновременно
может находиться в обработке, например, для случая некорригированного эвольвентного зацепления инструментом можно охватить не менее четвертой части всех зубьев. Автономность такой связи обуславливается отсутствиПредмет изобретения
Способ отделки зубчатых колес, преимущественно цилиндрических и червячных, инструментом в форме глобоидного червяка, рабочий профиль витков которого образован профилем зуба обрабатываемого колеса, отличающийся тем, что, с целью повышения точности обработки, создают жесткую кинематическую связь между обрабатываемым колесом и инструментом, являющимся ведущим элементом зацепления, коэффициент иерекрытия в котором определяется числом зубьев, линия контуров которых, расноложенная в осевой плоскости ииструмента, нроектируется на его ось без самоналожения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Способ управления процессом зубохонингования | 1974 |
|
SU554098A1 |
| Зубохонинговальный станок | 1974 |
|
SU564109A1 |
| ЧЕРВЯЧНАЯ ЦИЛИНДРИЧЕСКАЯ ПЕРЕДАЧА | 1998 |
|
RU2132983C1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| ЧЕРВЯЧНАЯ ЦИЛИНДРИЧЕСКАЯ ПЕРЕДАЧА | 1999 |
|
RU2136987C1 |
| СПОСОБ ЗУБОИГЛОШЕВИНГОВАНИЯ | 2007 |
|
RU2344024C1 |