1
Изобретеиие относится к станкостроению.
Известны способы хонингования цилиндрических зубчатых колес глобоидным абразивным червяком, который вводят в одноирофильное зацепление с хонингуемым колесом и приводят во вращение с заданным числом оборотов 1. Давление хонингования создают за счет прижима зубьев колеса к виткам червяка ири помощи приложенного к колесу заданного тормозного момента. Одновременно обрабатываемому колесу сообщают быстрые возвратно-поступательные движения вдоль его оси (осевые осцилляции) с заданной частотой.
Недостатком способа является то, что он обеспечивает незначительное исправление кииематической погрешности.
Известен способ управления процессом отделки зубчатых колес, при котором выделяют амплитуды составляющих кинематической погрещности зубчатой частоты и ее гармоник и иснользуют их в качестве управляемого параметра 2.
Известный способ исправляет лищь высокочастотные составляющие кинематической иогрешности, что не позволяет получить зубчатое колесо высокой точности.
С целью повыщения точности и производительности обработки в качестве управляемого параметра используют кинематическую погрещиость станочного зацеилення и при ее алгебраическом увеличении увеличивают съем металла.
Съем металла увеличивают за счет увеличения тормозного момента или частоты осевых осцилляции.
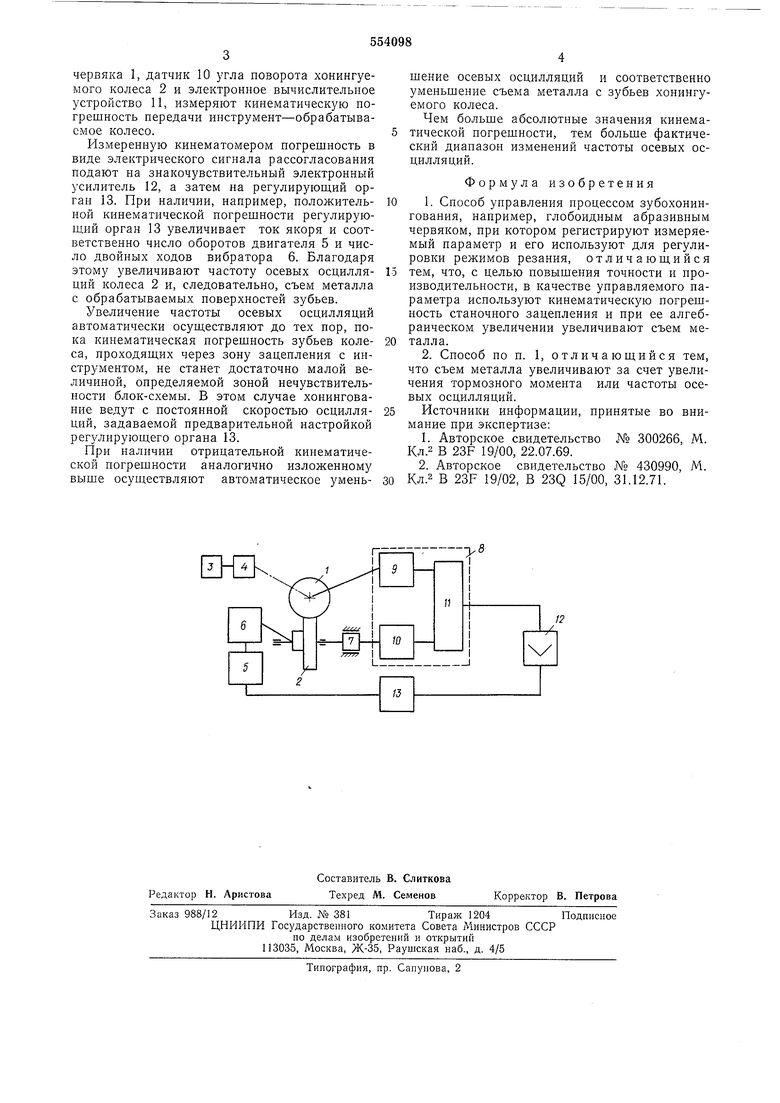
Предлагаемый способ осуществляется следующим образом (см. чертеж).
Хонингование производят абразивным глобоидным червяком 1 характеристики Э9А40СМ1, имеющим наружный диаметр 180 мм, охватывающим иять зубьев обрабатываемого колеса 2. Число зубьев колеса -40, модуль-4,5 мм, щирина зубчатого вепца-20 мм. Червяк 1 приводят во вращение с числом оборотов 150 об/мин при помощи асинхронного электродвигателя 3 и редуктора 4. Одновременно колесу 2 ири HOMOHUI двигателя постояиного тока с иезависимым
возбуладением 5 и связанного с ним механического вибратора 6 придают осевые осцилляции с размахом 16 мм.
Давление хонингования создают электромагнитным иорощковым тормозом 7 тииа
ПТ-2,5 М, подтормаживающим хониигуемое колесо 2 постоянным тормозным моментом 0,5 кгм.
При помощи магнито-электрического кинематомера 8 типа ИБН-1, включающего датчик 9 угла поворота абразивного глобоидного
червяка 1, датчик 10 угла поворота хонингуемого колеса 2 и электронное вычислительное устройство И, измеряют кинематическую погрешность передачи инструмент-обрабатываемое колесо.
Измеренную кинематомером погрешность в виде электрического сигнала рассогласования подают на знакочувствительный электронный усилитель 12, а затем на регулируюш,ий орган 13. При наличии, например, положительной кинематической погрешности регулируюш,ий орган 13 увеличивает ток якоря и соответственно число оборотов двигателя 5 и число двойных ходов вибратора 6. Благодаря этому увеличивают частоту осевых осцилляций колеса 2 и, следовательно, съем металла с обрабатываемых поверхностей зубьев.
Увеличение частоты осевых осцилляции автоматически осуш,ествляют до тех пор, пока кинематическая погрешность зубьев колеса, проходяш.их через зону зацепления с инструментом, не станет достаточно малой величиной, определяемой зоной нечувствительности блок-схемы. В этом случае хонингование ведут с постоянной скоростью осцилляций, задаваемой предварительной настройкой регулируюшего органа 13.
При наличии отрицательной кинематической погрешности аналогично изложенному выше осуществляют автоматическое уменьшение осевых осцилляции и соответственно уменьшение съема металла с зубьев хонингуемого колеса.
Чем больше абсолютные значения кинематической погрешности, тем больше фактический диапазон изменений частоты осевых осцилляции.
Формула изобретения
1.Способ управления процессом зубохонингования, например, глобоидным абразивным червяком, при котором регистрируют измеряемый параметр и его используют для регулировки режимов резания, отличающийся тем, что, с целью повышения точности и производительности, в качестве управляемого параметра использ}ют кинематическую погрешность станочного зацепления и при ее алгебраическом увеличении увеличивают съем металла.
2.Способ по п. 1, отличающийся тем, что съем металла увеличивают за счет увеличения тормозного момента или частоты осевых осцилляции.
Источники информации, принятые во внимание при экспертизе;
1.Авторское свидетельство № 300266, М. Кл.2 В 23F 19/00, 22.07.69.
2.Авторское свидетельство № 430990, М. Кл.2 В 23F 19/02, В 23Q 15/00, 31.12.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубохонинговальный станок | 1974 |
|
SU564109A1 |
| СПОСОБ ХОНИНГОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХКОЛЕС | 1971 |
|
SU300266A1 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| УПРУГИЙ ИНСТРУМЕНТ ДЛЯ ЗУБОХОНИНГОВАНИЯ | 2004 |
|
RU2265502C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| Фреза-летучка | 1981 |
|
SU965652A1 |
| СПОСОБ ОТДЕЛКИ ЗУБЧАТЫХ КОЛЕС | 1970 |
|
SU279313A1 |
