Настоящее изобретение относится к области производства металлографитных щеток для электрических мащин, работающих при высоких температурах
В процессе эксплуатации металлографитных щеток происходит окисление их металлических компонентов, вследствие чего увеличиваются размеры щеток. Это приводит к заклиниванию щетки в обойме.
Известен способ термообработки металлографитных щеток, заключающийся в «агреве их в окислительной, в частности воздущной среде.
Однако только нагрев щеток до их максимальной рабочей температуры Позволяет стабилизировать раэмеры щеток. Термообработку необходимо осуществлять при 250-300°С и выдерживать щетки при указанной температуре в течение 30-50 час.
Предлол :енный способ прост в осуществлении и не требует каких-либо опециальных устройств. Заготовки металлографитных щеток нагревают в окислительной (воздущной) среде до максимально возможной при эксплуатации щеток температуры, например 250- 300°С, и выдерживают при этой температуре до окончания процесса изменения размеров щето.к. Для больщинства металлографитных щеток это время составляет 30-50 час.
Таблица
Электрофизические характеристики щеток до и после термообработки предлагаемым способом приведены в таблице (режим термообработки: первое и (второе пагревания проводят ори 300°С в течение 30 час).
Предмет изобретения
1. Способ термообработки металлографитных щеток для электрических мащин, заключающийся в нагреве их в окислительной, в частности воздушной, среде, отличающийся тем, что, с целью стабилизации размеров щеток, нагрев производят до максимальной рабочей температуры щеток.
2.Способ по п. 1, отличающийся тем, что термообработку производят при 250-300°С.
3.Способ по П1П. 1 и 2, отличающийся тем, что щетки выдерживают при указанной температуре 30-50 час.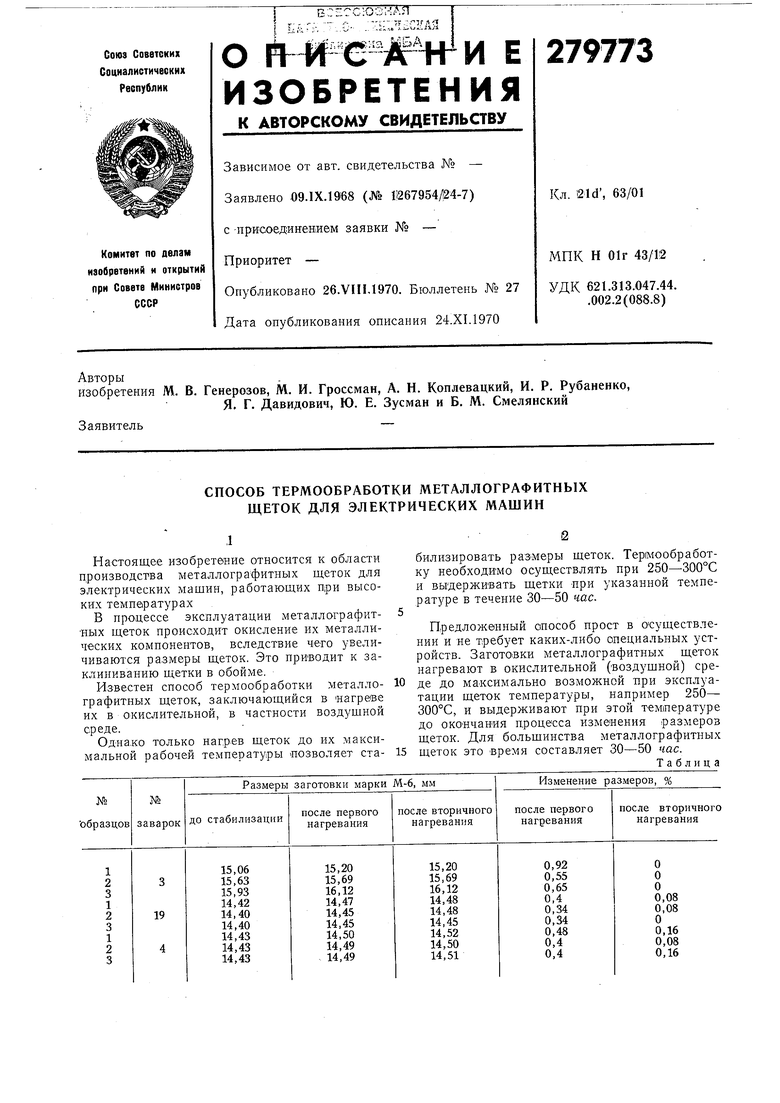
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1992 |
|
RU2037231C1 |
| Способ изготовления металлографитных щеток для электрических машин | 1977 |
|
SU607300A1 |
| Способ изготовления металлографитных щеток | 1977 |
|
SU624330A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНОПАТОЧНОГО ПОРОШКА ДЛЯ КРЕПЛЕНИЯ ТОКОВЕДУЩЕГО ПРОВОДА К ТЕЛУ ЩЕТКИ | 1998 |
|
RU2150163C1 |
| Способ изготовления электрических контактов из сплавов на основе золота | 2022 |
|
RU2781061C1 |
| Способ притирки щеток к коллектору электрической машины | 1981 |
|
SU983851A1 |
| Способ изготовления электрографитированных щеток для электрических машин | 1982 |
|
SU1130928A1 |
| Способ изготовления меднографитовых электрических щеток | 1982 |
|
SU1026213A1 |
| Электрощеточный материал | 1982 |
|
SU1045318A1 |
| Способ термической обработки контактной пары из золото-медного сплава ЗлМ-80 для электрических слаботочных скользящих контактов | 2019 |
|
RU2716366C1 |
