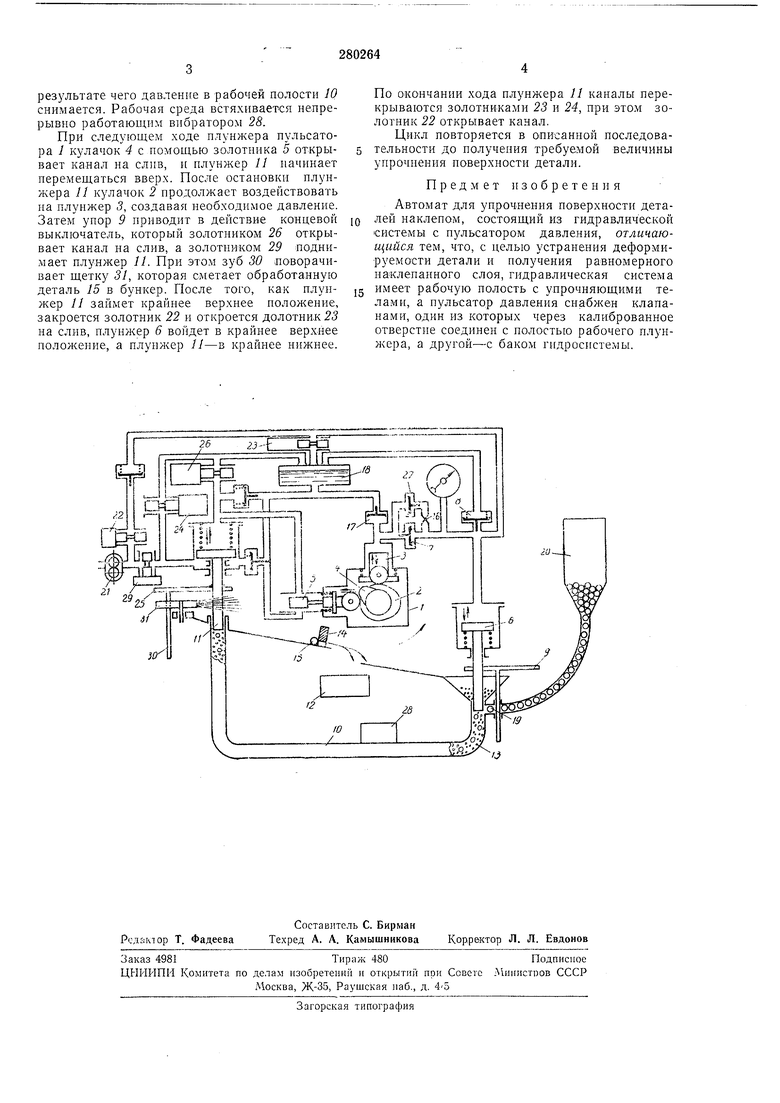
Изобретение относится к области иоверхностного упрочнения металлов и сплавов. Известно устройство цлл упрочнения поверхности деталей наклепом, состоящее из гндраплнческой системы с пульсатором давления. Целью предла -аемого изобретения является устранение деформируемости детали в процессе о-бработкн и получение равномерного наклепанного слоя. Это достигается тем, что гпдравлическая система имеет рабочую полость с упрочняюндими , а пульсатор давления снабжен кланаиами, один из которых через калиброванное отверстие соединен с нолостыо рабочего плунжера, а другой-с баком гидросистемы. На чертеже изображена принципиальная схема предлагаемого автомата. На валу пульсатора /, представляющего собой илуижерный масляный насос высокого давления, расположен кулачок 2, приводящий в движение плунжер 3, и кулачок 4, приводя1ЦИЙ в движение золотник 5. Давление пульсатора нодается в полость нлунжера 6 через клапан 7. ИзлииJнee давление сбрасывается через редукционный кланаи 8. На плунжере 6 закреплен упор 9. Нижний колец плунжера 6 является рабочим и выполняется по форме рабочей полости 10. Вы.ходной конец рабочей полостп W закрывается плунжером 11. Ящик 12 служит для сбора отработанных элементов рабочей среды 13. Отражатель 14 иредназначен для разделения обработанных деталей 15 от рабочей среды. Нлунжер б через калиброванное отверстие 1б и клапан /7 соединен с баком гидросистемы rS. Обрабатываемые детали 19 загружают в бункер 20. При этом илунжеры 6 и 11 находятся в верхнем положении. Полость 10 заполняют рабочей средой. После включения иасоса 21 и нульсатора / ири огкрытом золотнике 22 и закрытом золотнике 23 плунжер 6 перемещается вниз до упора. Затем золотниками 24 и 23 открыва от каналы на слив. Под действием возвратных нружнн илунжеры // и 6 отходят в крайние положен 1я. При включении концевых выключателей через упоры 9 и 25 каналы перекрываются золотниками 23 и 26. В результате этого жидкость от пульсатора / создает высокое давлепие на плунжер 6. Плунжер 11 нри этом неподвижен. После остановки илунжера происходит сброс давления через редукцпонмьп клаиан 8. Изменение положения обрабатываемой детали относительно упрочияюпдих тел происходит следующим образом. При перемещении плунжера 3 вниз жидкость из полости плунжера 6 через калиброванное отверстие 16 и клалан 27 поступает в бак гпдросистемы 18, в
результате чего давление в рабочей полости 10 снимается. Рабочая среда встяхивается иепрерывно работаюи1,им вибратором 28.
При следующем ходе плунжера пульсатора } кулачок 4 с помощью золотпика 5 открывает канал на слив, п плунжер 11 пачинает перемещаться вверх. После остановкп плунжера 11 кулачок 2 продолжает воздействовать на плунжер 3, создавая необходимое давление. Затем упор 9 приводит в действие концевой выключатель, который золотником 26 открывает канал на слпв, а золотником 29 поднимает плунжер 11. При этом зуб 30 ловорачнвает щетку 31, которая сметает обработанную деталь 15 в бункер. После того, как плунжер // займет крайнее верхнее положепие, закроется золотник 22 и откроется долотник25 на слив, плунжер 6 войдет в крайнее верхнее положепие, а плунжер 11-в крайнее нижнее.
По окончании хода плунжера 11 каналы перекрываются золотниками 23 и 24, при этом золотник 22 открывает канал.
Цикл повторяется в описанной последовательности до получения требуемой величины упрочнения новерхности детали.
Пред.мет изобретения
Автомат для упрочнения поверхности деталей наклепом, состоящий из гидравлической системы с пульсатором давления, отличающийся тем, что, с целью устранения деформируемости детали и получения равномерного наклепанного слоя, гидравлическая система имеет рабочую полость с упрочняющими телами, а пульсатор давления снабжен клапанами, один из которых через калиброванное отверстие соединен с полостью рабочего плунжера, а другой-с баком гидросистемы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ РЕГУЛЯТОР ЭЛЕКТРИЧЕСКОГО РЕЖИМА ЭЛЕКТРОДУГОВЫХ ПЕЧЕЙ | 1972 |
|
SU331506A1 |
| Клапан автоматического переключения фрикционных элементов коробки передач | 1973 |
|
SU515673A1 |
| ГИДРОУВЕЛИЧИТЕЛЬ СЦЕПНОГО ВЕСА | 1965 |
|
SU176732A1 |
| УСТРОЙСТВО ДЛЯ РАЗГРУЗКИ НАСОСОВ | 1973 |
|
SU408059A1 |
| Гидравлический вибратор | 1976 |
|
SU595550A1 |
| ЗАПОРНЫЙ КЛАПАН | 1973 |
|
SU407086A1 |
| УСТРОЙСТВО ДЛЯ ПЛАВНОГО ВКЛЮЧЕНИЯ ФРИКЦИОННЫХМУФТ | 1969 |
|
SU239807A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ХОНИНГОВАНИЕМ | 1973 |
|
SU395240A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД:-'^.-iKK^j'| | 1972 |
|
SU327331A1 |
| Гидромеханический пресс | 1987 |
|
SU1433830A1 |
