Предлагаемый ставок для изгибания и погружения IB охлаждающую жидкость рессорных листов, снабженный раснределительным механизмом, состоящий из эксцентрика и толкачей с роликами, имеет обоймы с наиравляющими для подвижных штампов, укрепленные на двух вращающихся диска-х.
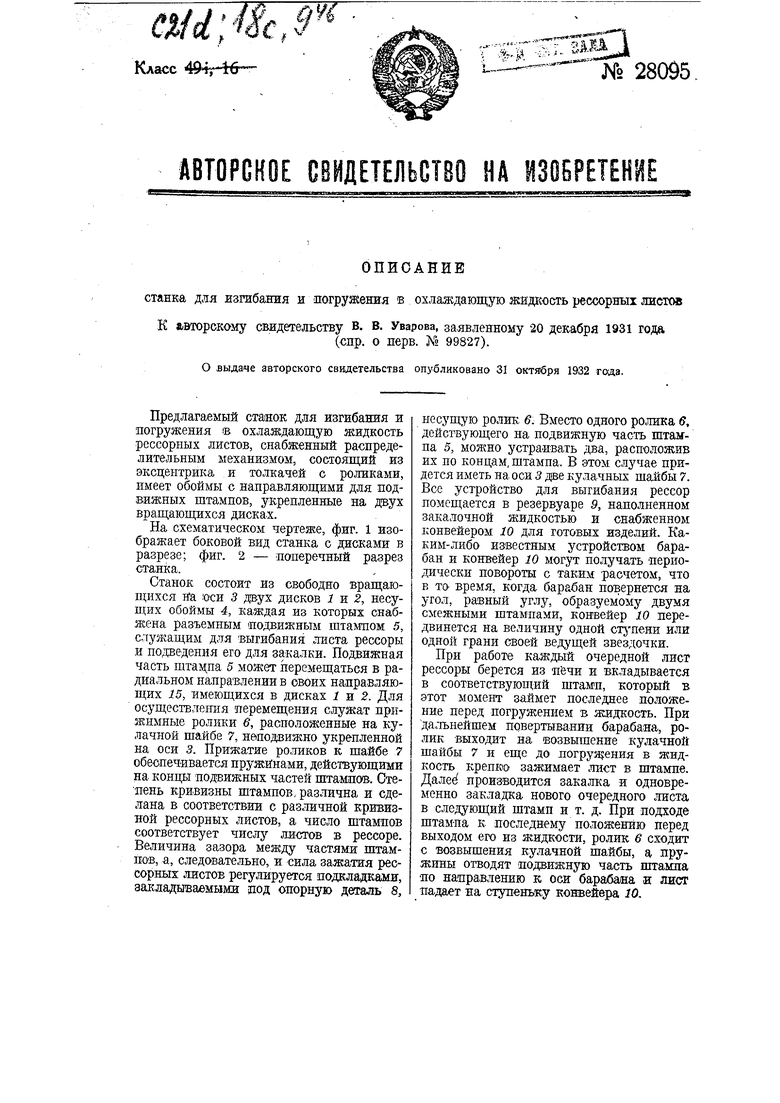
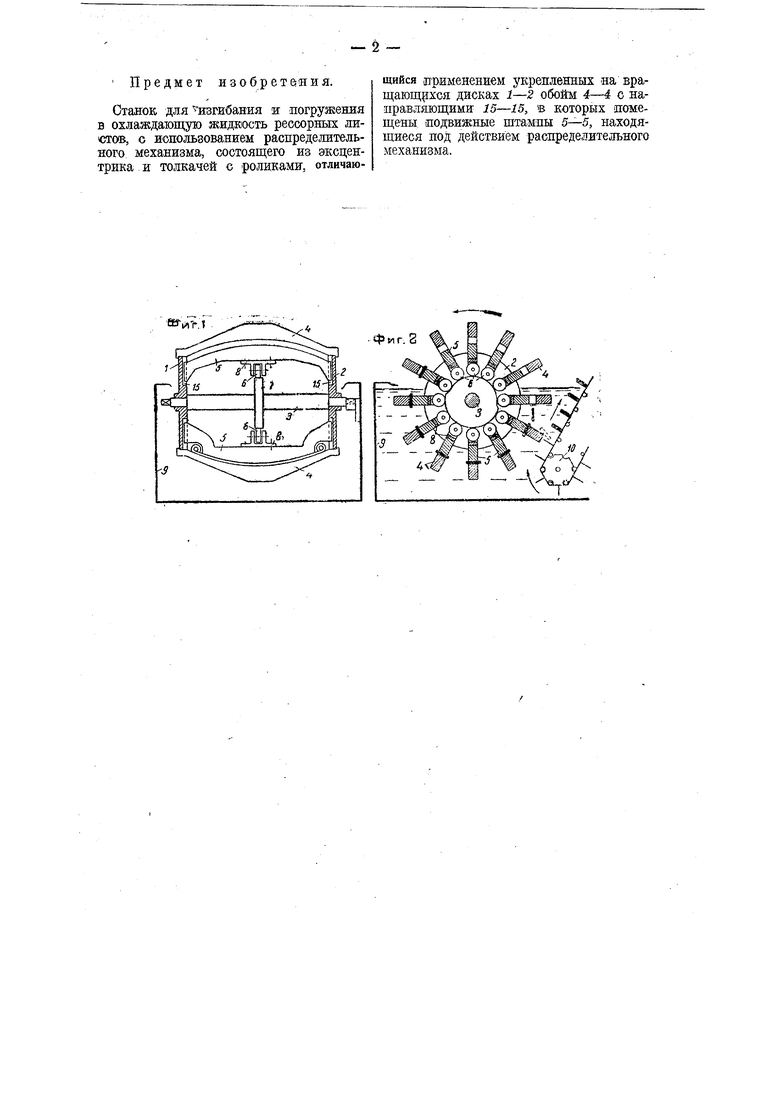
На схематическом чертеже, фиг. 1 изображает боковой вид станка с дисками в разрезе; фиг. 2 - лонеречный разрез станка.
Станок состоит из свободно вращающихся Яа оси 5 двух дисков J и Р, несущих обоймы 4, каждая из которых снабжена разъемным подвижным 5, служащим для выгибания листа рессоры и подведения его для закалки. Подвижная часть штам;па 5 может перемещаться в радиальном направлении в своих направляющих 15, имеющихся в дисках 1 & 2. Для осуществлехшя перемещения служат нрижимные ролики 6, расноложенные на кулачной шайбе 7, неподвижно укренленной на оси 3. Прижатие роликов к шайбе 7 обеснечивается пружинами, действующими на концы подвижных частей штампов. Степень кривизны штампов, различна и сделана в соответствии с различной кривизной рессорных листов, а число штампов соответствует числ} листов в рессоре. Величина зазора между частями штампов, а, следовательно, и сила зажатия рессорных листов регулируется подкладками, закладываемыми лод опорную деталь 8,
несущую ролик 6. Вместо одного ролика 6, действующего на подвижную часть штампа 5, можно устраивать два, расположив их но концам, штампа. В этом случае придется иметь на оси 5 две кулачных шайбы 7. Все устройство для выгибания рессор помещается в резервуаре 9, наполненном закалочной жидкостью и снабженном 1:онвейером 10 для готовых изделий. Каким-либо известным устройством барабан и конвейер 10 могут нолучать лериодически повороты с таким расчетом, что в то время, когда барабан повернется на угол, равный углу, образуемому двумя смежными штампами, конвейер Ю передвинется на величину одной стзпеии или одной грани своей ведущей звездочки.
При работе каждый очередной лист рессоры берется из печи и вкладывается в соответствующий штамн, который в этот момент займет последнее положение перед погружением в жидкость. При дальнейшем повертывании барабаяа, ролик выходит на возвышение кулачной шайбы 7 и еще до погружения в жидкость крепк о зажимает лист в штампе. Дале производится закалка и одновременно закладка нового очередного листа в следующий штамп и т. д. При подходе штампа к последнему положению перед выходом его из жидкости, ролик 6 сходит с возвышения кулачной шайбы, а пружины отводят подвижную часть штампа но направлению к оси барабаяа и лист падает на ступеньку конвейера 10.
Предмет изобретаяия.
Станок для HsrHCaHHa за: погружения в охлаждающую жидкость рессорных листав, с использованием распределительного механизма, состоящего из эксцентрика и толкачей с роликами, отличающийся применением укрепленных на вращающ хся дисках 1-2 обойм 4-4 с направляющими 15-15, в которых помещены подвижные штампы 5-5, находящиеся под действием распределительного механизма.