Известны станки для изготовления листов рессор, состоящие из барабана, на окружности которого расположены сходящиеся и расходящиеся при вращении барабана штампы, производящие изгибание листов рессор; известны также и станки, в которых барабан частично погружен в бак с жидкостью, предназначенной для закаливания рессорных листов, которые после погружения в бак, при дальнейшем вращении барабана и соответствующем расхождении штампов, выпадают на наклонный скребковый транспортер и, наконец, известно применение в прессах и т. п. системы из трех шарнирно связанных рычагов, из которых один, получая прямолинейные перемещения, заставляет свободный конец другого рычага, снабженный направляющими, передавать давление, приложенное к первому рычагу.
В предлагаемом станке рычаги, разводящие и сближающие штампы, шарнирно соединены с рычагами, передвигаемыми в направлении параллельном оси барабана, при посредстве укрепленных на их роликов, направляемых при вращении барабана неподвижными криволинейными направляющ ими и с вышеуказанными же рычагами шарнирно соединены
стержни, перемещаемые в поперечном направлении и снабженные тягами, несущими штампы.
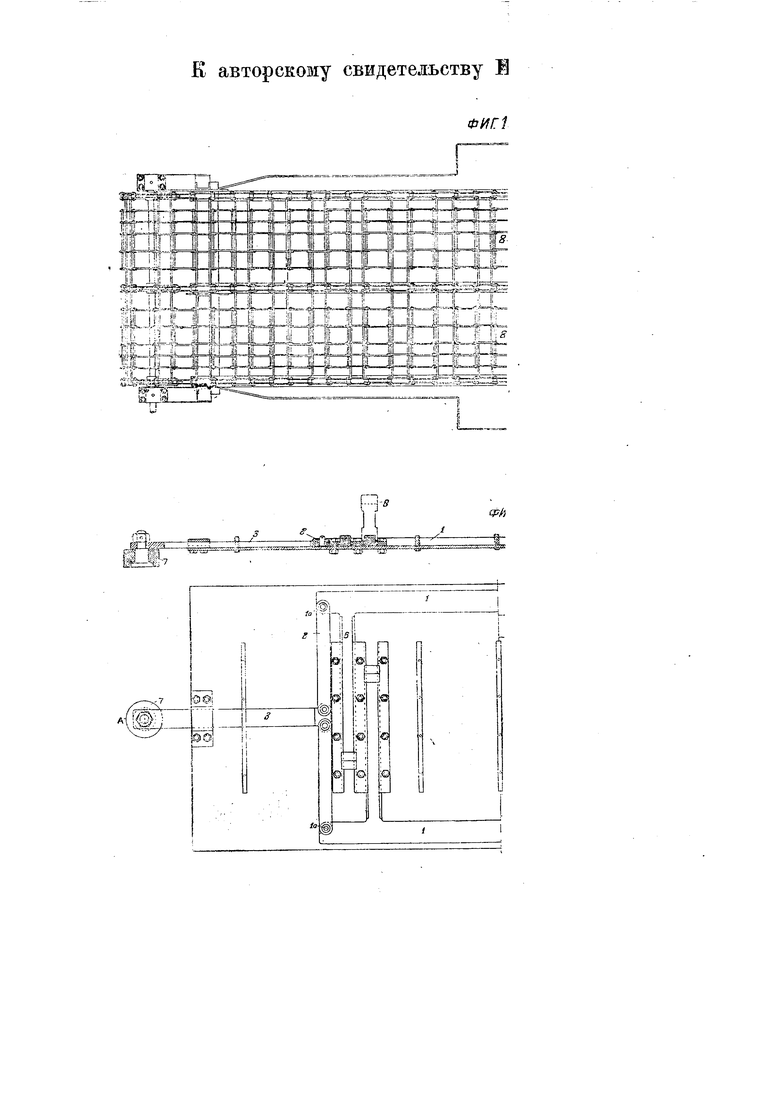
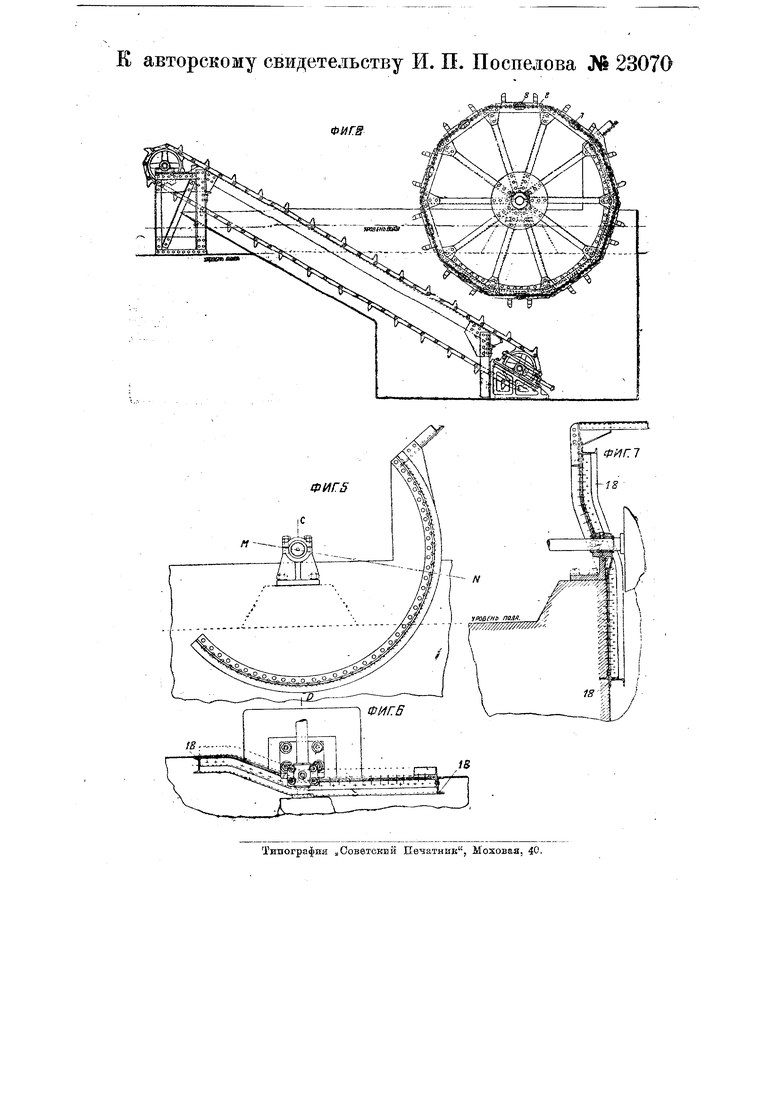
На чертеже фиг. 1 изображает вид станка сверху; фиг. 2 - боковой вид станка с разрезом бака для закалочной жидкости; фиг. 3 - вид сверху механизма д.я изгибания в рабочем и нерабочем положении; фиг. 4-разрез по линии ЛВ на фиг. 3; фиг. 5 - вид сбоку направляющего швеллера; фиг. 6 - разрез по линии LN на фиг. 5; фиг. 7 - разрез по линии CS на фиг. 5.
Станок состоит из многогранного барабана (фиг. 1 и 2) с помещенным на каждой грани механизмом (фиг. 3 и 4) с прикрепленными к нему штампами, предназначенными для загибания горячих листов рессоры. Сдвигание и раздвигание указанных штампов производится от рычагов 3 (фиг. 3 и 4), снабженных роликами 7 и направляемых при вращении барабана изогнутыми в двух плоскостях швеллерами 18 (фиг. 5, 6 и 7). Рычаги 3, перемещаемые в направлении, параллельном оси барабана, шарнирно соединены с рычагами 2, каковые, в свою очередь, шарнирно соединены со стержнями 1, снабженными тягами 6 с крюками 8 для прикрепления штампов (на чертеже
не указаны). Стержни 1, перемещаясь в поперечном направлении, через посредство тяг 6 раздвигают (на фиг. 3 и 4 справа) или сближают штампы (на фиг. 3 и 4 слева). Закладываемый в штамп лист рессоры при вращении барабана загибается и опускается в бак с жидкостью, предназначенный для закаливания. При дальнейшем вращении барабана штампы расходятся, от чего лист рессоры, изогнутый и закаленный, вываливается и попадает на транспортер (фиг. 1 и 2), которым он подается в печь для отпуска. На случай возникновения чрезмерных усилий при схождении штампов применяются в качестве буферов плоские пружины, располагаемые между крюками 8 тяг 6 и штампами. Барабан изготовляется с таким числом граней, которое обеспечивает сборку полной рессоры.
Предмет изобретения.
1. Станок для изготовления листов -ДЛЯ рессор с применением барабана,
имеющего на окружности штампы, перемещаемые с помощью системы шарнирных рычагов, приводимых в движение вращением барабана, и погруженного в бак с жидкостью, предназначенной для закаливания листов рессоры, которые после закалки и соответствующего расхождения штампов, выпадают на наклонный транспортер, отличающийся тем, что для сближения и разведения штампов с рычагом 2 указанной системы шарнирно связаны стержни 1, перемещаемые в поперечном направлении и снабженные тягами 6, несущими штампы, а с рычагами 3 той же системы, передвигаемыми в направлении, параллельном оси барабана, соединены ролики 7 (фиг. 1), направляемые при вращении барабана неподвижными криволинейными канавками.
2. Применение в охарактеризованном в п. 1 станке, в качестве буфера, плоских пружин, расположенных между крючками 8 тяг 6, несущих штампы, и самими штампами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многорезцовый станок с автоматизацией всего процесса работ | 1938 |
|
SU66613A1 |
| СТАНОК ДЛЯ РАСКАЛЫВАНИЯ ДРЕВЕСИНЫ | 2014 |
|
RU2567161C2 |
| СТАНОК ДЛЯ СБОРКИ НАГЕЛЬНЫХ ЩИТОВ | 1973 |
|
SU379500A1 |
| Станок для разки рулонной бумаги | 1931 |
|
SU38861A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Станок для одновременного загибания и закаливания рессорных листов | 1938 |
|
SU54552A1 |
| Станок для изгибания и закаливания рессорных листов | 1928 |
|
SU23074A1 |
| Станок для изгибания труб | 1936 |
|
SU49752A1 |
| Автоматическое транспортировочно-загрузочное устройство типа "механическая рука" для передачи листов, например, автомобильных рессор, из нагревательной конвейерной печи на гибочно-закалочный пресс | 1952 |
|
SU98580A1 |
,Si
in
г i
i М
i
KSOi
.„.1L
i
f

