Известны штампы для чистовой вырубки деталей из листового материала на прессах простого действия и иробивки в них отверстий, содержащие вырубную матрицу и пробивной пуансон, установленные в одной части штамна, 11 иуансон-матрнцу и нрижпм, размещенные в другой части. Эти щтамны ос11ан;ены прижнмНЫД1 с гндроуправленнем н насосом.
Предложенный штамп отличается тем, что рабочее окно матрицы выполнено с фаской, обращенной к рабочему торцу. В исходн&м ноложенни штамна рабочий торец матрицы расноложен ближе к рабочему торцу нуансонматрнцы, чем рабочий торец пробивного нуансона. Этим достигается чистовая вырубка металла в напряженном состоянии при упрощеи 1ой, по сравнению с известной, конструкции штампа.
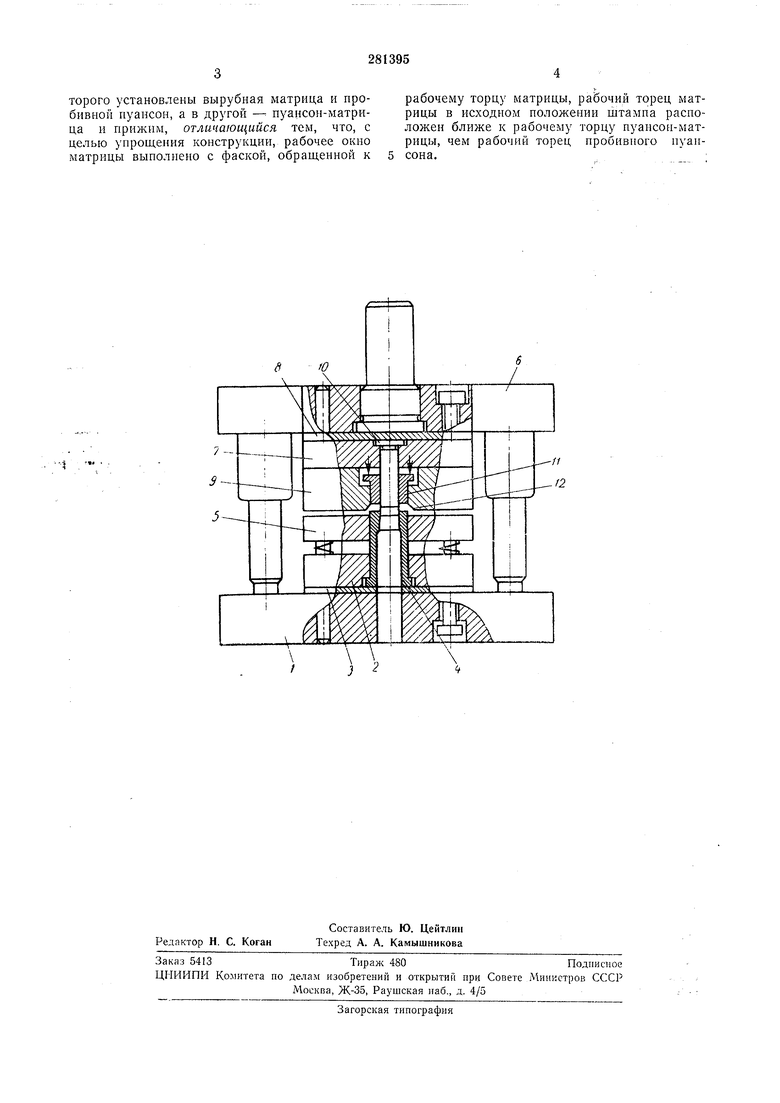
На чертеже показан описываемый штамп.
На нижней нлнте 1 штампа нрнкреплены жестко соединенные между собой пуансоно.матрнцедержатель 2 и прокладка 3. В пуансоно-матрнцедержателе запрессована пуансонматрица 4. С нуансоно-матрицедержателем подвижно соединена прижимная плита 5. На верхней нлите 6 закреплены жестко связанные нуансонодержатель 7, прокладка 5 и вырубная матрица 9. В нуансонодержателе запрессован пробивной пуансон W. С матрицей подвижно соединен выталкиватель 11. Рабочее
окно матрицы выполнено с фаской 12, обращенной к ее рабочему торцу.
При ходе ползуна пресса (на чертеже не показан) вниз вырубная матрица вдавливается в обрабатываемый материал. Фаска матрицы создает в материале дополпительЕюе напряженне, велнчина которого возрастает от минимального значения при заходе до максимального на выходе фаскн. В сжатый по нернметру вырубаемой детали материал входит пробивной пуансон. Рабочнй торец пуансона в исходном ноложении штампа расположен дальше от рабочего торца пуансон-матрицы на величину, определяемую в завнсимостн от тол1ЦННЫ и предела прочности обрабатываемого материала. Теми же параметрами определяется выбор угла фаски матрицы. Так, например, для вырубки круглой детали из листовой стали ШХ-15 толщиной 2 мм угол наклона фаски к торцу матрнцы составляет 60°30 при высоте ее, paBHoii 1,2 мм, а расстояние между торцами вырубной матрнцы и пробивного пуапсона в исходном положеннн щтампа равно 1 мм.
25
Предмет изобретения торого установлены вырубная матрица и нробнвной пуансон, а в другой - пуансон-матрица и прижим, отличающийся тем, что, с целью упрош,ения конструкции, рабочее окно матрицы выиолнено с фаской, обращенной к 5 рабочему торцу матрицы, рабочий торец матрицы в исходном положении П1тампа расположен ближе к рабочему торцу пуансон-матрицы, чем рабочий торец пробивного иуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки деталей из листового материала | 1975 |
|
SU599893A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU694258A1 |
| Штамп для скоростной вырубки деталей из листового материала | 1974 |
|
SU490534A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| ГИБКИ ДЕТАЛЕЙ ТИПА КОЛЕЦ, ВТУЛОК | 1970 |
|
SU278613A1 |
| Способ изготовления разрезных цилиндрических втулок с одним фланцем и штамп для его осуществления | 1975 |
|
SU599890A1 |
| Штамп совмещенного действия | 1987 |
|
SU1488071A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
3
