Группа изобретений относится к пробивке отверстий с помощью пуансонов в металлических изделиях, штампуемых чистовой вырубкой, в частности к одновременной пробивке нескольких отверстий, расположенных несимметрично или валетообразно относительно осей штампа в деталях, получаемых из труднодеформируемой толстолистовой заготовки, толщина которой сопоставима с диаметром пуансона, при изготовлении несимметричных или валетообразных деталей, например, из стали 20.
Известен пробивной пуансон, включающий собственно пуансон с заплечиком (буртиком), прижимную плиту (пуансонодержатель) плиту (опору) (см. Романовский В.П. Справочник по холодной штамповке. - М.: Машиностроение, 1971. - 782 с. - Табл.222 (верхняя строка на с.547), принятый за прототип.
Максимально близким по конструкции является «Штамп совмещенного действия для вырубки и пробивки», патент №1676714 от 02.08.1989 г. Штамп содержит в подвижной части матрицу для вырубки, выталкиватель 2 детали, пуансон для пробивки и выталкивания отхода. В нижней части штампа установлены пуансон-матрица и опоры, причем в пуансоне выполнены пазы, а в верхней его части размещены упоры. На верхнем торце выталкивателя размещена пластинчатая пружина, концы которой расположены в пазах с возможностью взаимодействия с торцом выталкивателя. Во время рабочего хода выталкивателя через толкатели упирается в опоры, останавливается, через пластинчатую пружину перемещает верхний торец выталкивателя и утапливает его конец в пуансон для пробивки. Производятся вырубка и пробивка. Пуансоном для пробивки проталкивают отход от пробивки в пуансон-матрицу. При дальнейшем ходе пластинчатая пружина находит на упоры, ее концы сходятся и западают в отверстие выталкивателя. После этого верхний торец выталкивателя под действием пружины щелчком проталкивает отход от пробивки через отверстие пуансонматрицы.
К причинам, препятствующем достижению указанного ниже технического результата, при использовании известных штампов для вырубки и пробивки отверстий, принятого за прототип, относится его низкая стойкость вследствие жесткого крепления пуансона за заплечик (буртик) прижимной плитой (пуансонодержателем) к нижней плите, в то время как верхняя часть пуансона находится в вырубленной детали и смещается вместе с ней относительно жестко закрепленного (неподвижного) своего буртика под действием пары сил. Дело в том, что в этом случае возникает пара сил, которая к концу процесса пробивки достигает величины, способной к смещению в горизонтальной плоскости верхней плиты штампа относительно нижней - за счет упругих деформаций штампа на 0,1…0,3 мм. Величина смещения была установлена экспериментально при помощи индикатора часового типа. Эксперимент проводили на прессе фирмы «Feintui» усилием 400 т. При этом индикатор закреплялся на одном конце штанги у верхней плиты штампа, а противоположный конец штанги крепили к нижней плите штампа. При холостом ходе и при штамповке симметричных деталей стрелка индикатора не отклонялась от нулевой отметки, но при штамповке несимметричных или валетообразных деталей индикатор показывал отклонения в продольном направлении 0,1…0,2 мм, а в поперечном направлении - 0,2…0,3 мм. После снятия нагрузки все части штампа и пресса занимают исходное положение. Такое циклическое смещение верхних частей пуансонов относительно своих неподвижных заплечиков вызывает знакопеременные напряжения на стыке заплечиков и собственно пуансонов, которые, в свою очередь, приводят к быстрому разрушению (отламыванию) пробивных собственно пуансонов от заплечиков в данном месте.
Задача - разработать конструкцию штампа для вырубки и пробивки отверстий, предотвращающую частые поломки пуансона в месте перехода собственно пуансона в заплечик (буртик) при одновременной чистовой пробивке нескольких отверстий в толстолистовой труднодеформированной заготовке, например, толщиной 8…10 мм из стали 20, толщина которой сопоставима с диаметром пробивного пуансона, при их несимметричном или валетообразном расположении относительно осей штампа.
Технический результат - повышение стойкости пробивного пуансона за счет покачивания его на опоре вместе с буртиком соответственно смещению верхней части пуансона.
Указанный технический результат при осуществлении группы изобретений достигается тем, что известный штамп для вырубки и пробивки отверстий, включающий собственно пуансон с заплечиком (буртиком), прижимную плиту (пуансонодержатель) и опору (нижний упор) штампа в виде диска, который устанавливается, в отличие от прототипа, в соответствующем гнезде на нижней плите штампа. При этом заплечик (буртик) имеет форму:
- цилиндра с фаской на донной части (первый вариант исполнения);
- сферы (второй вариант исполнения).
При первом варианте исполнения высоту цилиндра делают несколько меньше, например на 2…3 мм, чем глубина отверстия под него в пуансонодержателе. Этот зазор между пуансонодержателем и заплечиком заполняется полиуритановой шайбой. Высота полиуритановой шайбы не должна превышать высоту фактического зазора, то есть по высоте шайба должна выполнятся с отрицательным допуском, например 0,1 мм. Причем между собственно пуансоном и отверстием пуансонодержателя предусмотрен зазор, равный 0.1 мм на сторону. При дальнейшем увеличении данного зазора возможно затекание полиуритана в этот зазор, что будет препятствовать покачиванию пуансона. Для уменьшения опорной поверхности пуансона на донной части буртика снимается фаска. Это также облегчает покачивание пуансона на опоре.
Буртик в виде сферы (второй вариант исполнения) по сферической поверхности крепят в пуансонодержателе по скользящей посадке, он также способен покачиваться, но по сравнению с первым вариантом здесь резко увеличивается трудоемкость в изготовлении и износ как самого пуансона, так и пуансонодержателя.
Такая совокупность признаков предлагаемого пробивного пуансона за счет наличия зазора между собственно пуансоном с заплечиком и пуансонодержателем и предлагаемой в двух вариантах формы заплечика сделает пробивной пуансон "качающимся", способным совершать незначительные колебания вместе с заплечиком относительно своей вертикальной оси и предотвращать возникновение знакопеременной нагрузки, вызывающей разрушающее воздействие в месте перехода собственно пуансона в заплечик. В результате повышается стойкость пробивного пуансона.
На чертежах представлено: на фиг.1 изображена схема штампа для вырубки и пробивки отверстий, содержащего пробивной пуансон, имеющего заплечик в форме цилиндра с фаской, снятой в нижней части (первый вариант исполнения), а на фиг.2 - пуансона, имеющего заплечик в форме сферы.
Сведения, подтверждающие возможность осуществления группы изобретений с получением вышеуказанного результата заключаются в следующем.
Предлагаемый штамп для вырубки и пробивки отверстий включает собственно пуансон 1 с заплечиком (буртиком) 2, прижимную плиту (пуансондержатель) 3 и опору 4 в виде диска, которая устанавливается в соответствующем гнезде на нижней плите штама. Пуансон расположен в нижней части вырубного штампа. Верхняя часть пуансона расположена в выталкивателе 5 с минимально возможным зазором, например 0,01 мм на сторону. При этом между пуансонодержателем 3 и выталкивателем 5 имеется свободное пространство. Причем между собственно пуансоном 1 с заплечиком 2 и отверстием пуансонодержателя 3 предусмотрен зазор 6 размером 0.1 мм. При этом заплечик (буртик) 2 имеет форму:
цилиндра с фаской 7, снятой в нижней части, в том числе с прокладкой 8, например из полиуретана, надетой сверху на него (первый вариант исполнения на фиг.1);
(второй вариант исполнения на фиг.2).
Пробивной пуансон работает следующим образом. Пуансон-матрица, совершая возвратно-поступательные движения сверху вниз, с помощью пуансонов 1, установленных на опоре 4 нижней плиты штампа внутри матрицы, пробивает отверстия в толстолистовых заготовках. Изделие выталкивается из матрицы и снимается с собственно пуансонов 1 с помощью выталкивателя 5. За счет наличия зазора между собственно пуансоном с заплечиком 2 и отверстием пуансонодержателя 3 по их диаметрам размером в 0,1 мм на сторону, а также наличия между горизонтальными поверхностями этих деталей полиуритановой шайбы и формы заплечика 2, предлагаемой в двух вариантах, пробивной пуансон станет "качающимся", способным совершать незначительные колебания относительно вертикальной оси. За счет этих колебаний предотвращается разрушающее воздействие знакопеременных напряжений в горизонтальном направлении, возникающих в месте перехода собственно пуансона 1 в заплечик 2, что повышает стойкость пробивного пуансона. Сферическая форма заплечика 2 (второй вариант) наиболее трудоемка и сложна в исполнении.
Пример применения предлагаемого пуансона - чистовая пробивка отверстий диаметром до 10 мм в углах фланца приемной трубы глушителя, имеющего несимметричную валетообразную форму, получаемого из листовой заготовки толщиной до 10 мм из труднодеформируемого материала, например из стали 20. При этом пробивают валетообразно расположенные отверстия. Во время пробивки возникает крутящий момент, который производит сдвиг верхней плиты пресса относительно нижней. Величина сдвига составляет 0,1…0,3 мм. У прототипа заплечик (буртик) прижат к опорной плите пуансонодержателем без зазора, поэтому неподвижен. При этом собственно пуансон качается вместе с верхней плитой штампа на величину сдвига плиты. Знакопеременная нагрузка, возникающая в процессе такого покачивания, приводит к отлому собственно пуансона от своей нижней части, т.е. от заплечика (буртика) через 10…300 ударов на прессах усилием 400 т и 800…1200 ударов на прессах усилием 630 т, отличающихся большей жесткостью. Это приводило к частым переналадкам с целью замены пуансона и, следовательно, к снижению производительности. При предлагаемом в изобретении исполнении пробивного пуансона стойкость при изготовлении данной детали составляет 8000 ударов, при этом пуансон не отламывается, а снимается по притуплению режущей кромки.
Пробивной пуансон предлагается применять в обработке материалов давлением, а именно при чистовой пробивке без резания несимметрично или валетообразно расположенных отверстий в перфорируемом изделии штамповкой с помощью пуансона, диаметр которого сопоставим с толщиной толстолистовой труднодеформируемой заготовки, например, из нержавеющей стали. В этом случае возникают достаточно большие усилия, способные вызвать упругое смещение одних частей штампа относительно других
Осуществление группы изобретений возможно, т.к. в настоящее время известны средства, методы и материалы, с помощью которых можно получить требуемую форму заплечика пуансона для его крепления в пуансонодержателе.
Использование группы изобретений ведет к повышению стойкости штампов для вырубки - пробивки за счет исключения поломок собственно пуансона в месте перехода его в заплечик, особенно при штамповке толстолистовых труднодеформируемых сталей, например нержавеющих. При этом снизится необходимость частой замены пробивных пуансонов, а следовательно, повысится производительность штамповочного оборудования. При сферическом заплечике по сферической поверхности бурт крепят в пуансонодержателе по скользящей посадке (второй вариант). Форма заплечика по варианту 2 наиболее дорогостоящая и трудна в изготовлении. Величина зазора между собственно пуансоном и отверстием в пуансонодержателе не должна превышать 0,1 мм. При дальнейшем увеличении зазора в него может затекать полиуритан шайбы, тогда "качания" пуансона станут затруднительными или вообще невозможными и собственно пуансон снова будет отламываться от заплечика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для изготовления втулок из листового материала | 1975 |
|
SU564053A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПРОБИВКИ И ВЫРУБКИ | 1973 |
|
SU368908A1 |
Группа изобретений относится к пробивке материалов без резания, в частности к перфорированию металлических изделий штамповкой с помощью пуансона, в частности к чистовой пробивке отверстий. Штамп содержит пуансоны с заплечиками, пуансонодержатель, нижнюю плиту и пуансон-матрицу. В соответствии с первым вариантом заплечик пуансона имеет форму цилиндра с фаской у его основания. Пуансон установлен с зазором между верхним торцом заплечика и пуансонодержателем, в котором размещена шайба из полиуретана. И она же размещена между пуансоном с заплечиком и отверстием пуансонодержателя для обеспечения возможности качания пуансона. Во втором варианте заплечик имеет форму сферы. Сферический заплечик размещен в пуансонодержателе по скользящей посадке и имеет зазор между пуансоном и отверстием пуансонодержателя для обеспечения возможности качания пуансона. В результате обеспечивается повышение стойкости за счет предотвращения частых поломок пуансона в месте перехода собственно пуансона в заплечик. 2 н.п. ф-лы, 2 ил.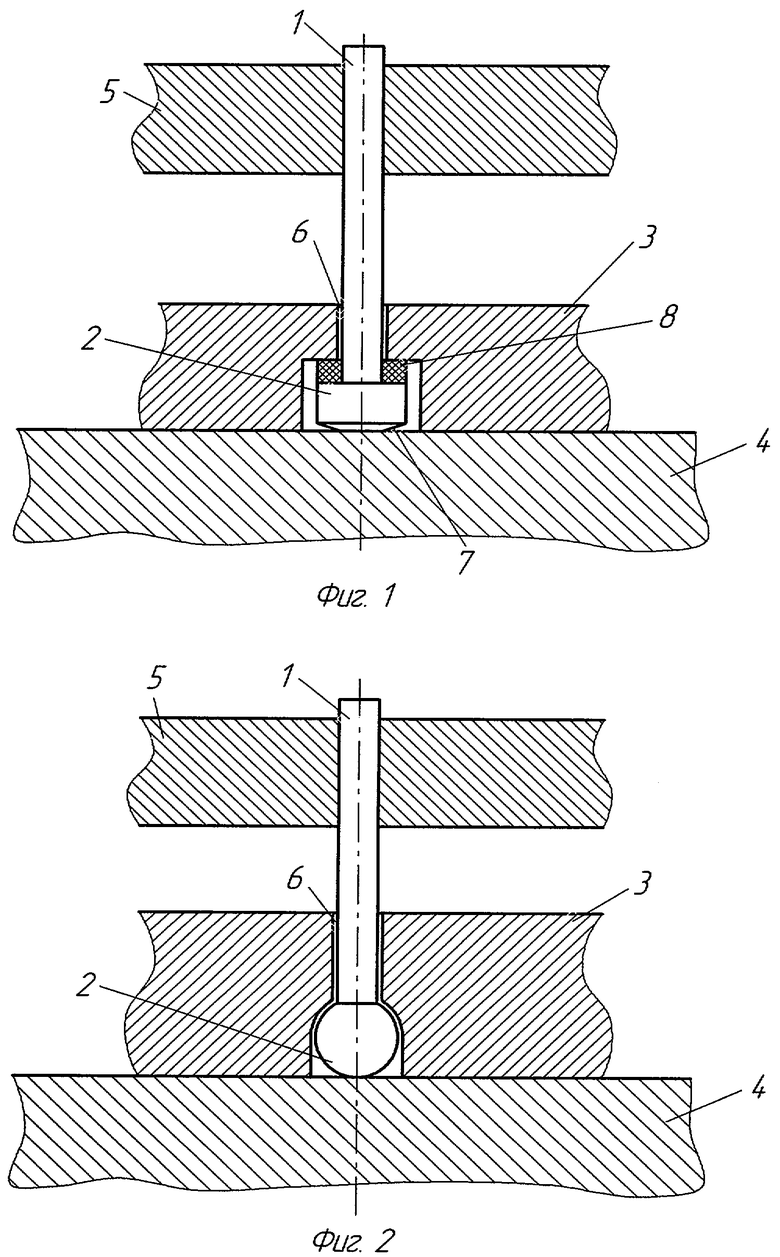
1. Штамп для вырубки и пробивки отверстий, содержащий пробивные пуансоны с заплечиками, пуансонодержатель с отверстиями под пуансоны с заплечиками, нижнюю плиту, пуансон-матрицу, отличающийся тем, что он снабжен опорой, установленной на нижней плите, каждый пуансон выполнен с заплечиком в виде цилиндра с фаской у его основания и установлен на упомянутой опоре с зазором между верхним торцом заплечика и пуансонодержателем, в котором размещена шайба из полиуретана, а также между пуансоном с заплечиком и отверстием пуансонодержателя для обеспечения возможности качания пуансона основанием заплечика на опоре относительно вертикальной оси, при этом шайба из полиуретана выполнена толщиной, равной зазору между верхним торцом заплечика и пуансонодержателем.
2. Штамп для вырубки и пробивки отверстий, содержащий пробивные пуансоны с заплечиками, пуансонодержатель с отверстиями под пуансоны с заплечиками, нижнюю плиту, пуансон-матрицу, отличающийся тем, что он снабжен опорой, установленной на нижней плите, каждый пуансон выполнен со сферическим заплечиком и установлен на упомянутой опоре с размещением сферического заплечика в пуансонодержателе по скользящей посадке и с зазором между пуансоном и отверстием пуансонодержателя для обеспечения возможности качания пуансона на опоре относительно вертикальной оси.
| Штамп совмещенного действия для вырубки и пробивки | 1989 |
|
SU1676714A1 |
| Устройство для пробивки отверстий | 1985 |
|
SU1265007A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| 0 |
|
SU207197A1 | |
| US 4555966 A, 03.12.1985 | |||
| US 5048385 A, 17.09.1991. | |||

