Изобретение относится к области термообработки титана и его сплавов.
Известно устройство для нагрева деталей, например, проволоки, включающее панщ с расплавланиьш теилоеоси гелем.
Это устройство обеспечивает нагрев беско«ечно длинных изделий, нанример проволоки.
С целью прнда«ия QpiKeHTHpOBaHHoro положения деталям, изготовлеиным из TiiTaaa и его сплавов, та.к как такие детали в расплавах плавают, ванна снабжена пр1Икрепле1Н1Ной к боковым граням под углом к горизонту фигур|НОЙ .направляющей поверхностью, имеющей выступы для удержания деталей or всплыва(Ния л вырез для прохождения нриспоооблекия для загрузки и выгрузки деталей.
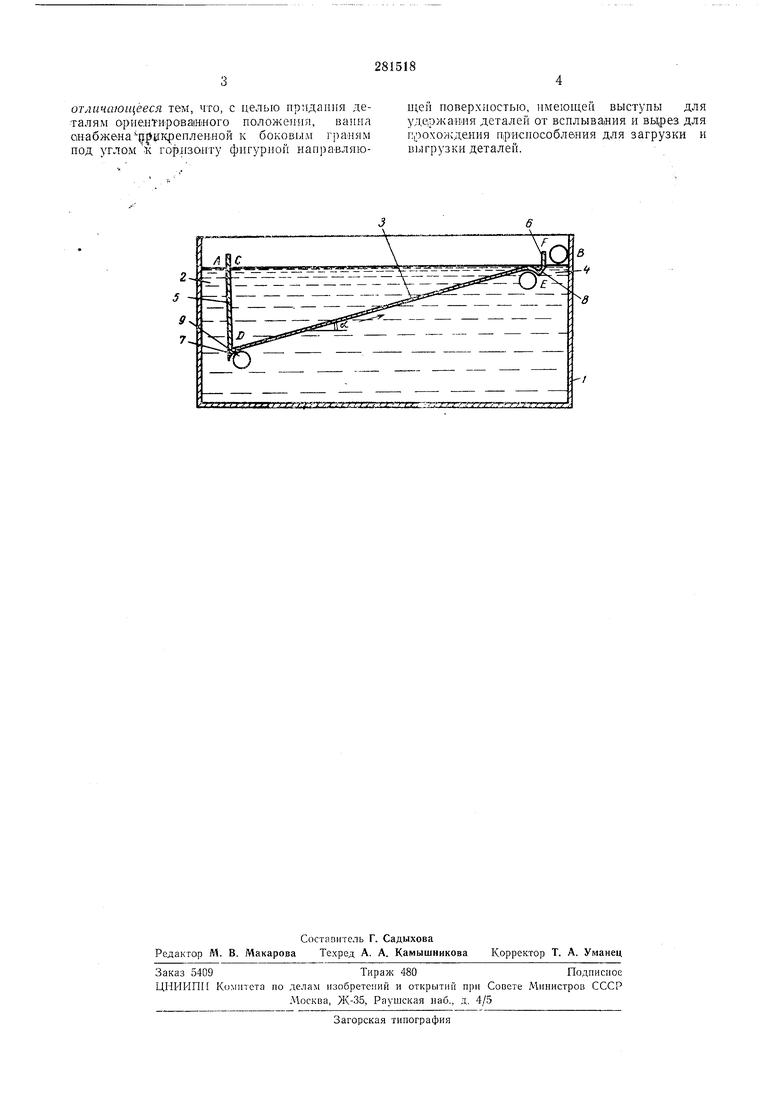
На че|ртеже показано описываемое устройство.
Устройство состоит из ванны 1, установлса|Ной в рабочем пространстве лагревагелыного элемента, к боковым граням которой крепится ф 1гурНап .направляющая СДЕР. Фпгуряая направляющая делит Bami} на колодец загрузки 2, рабочую часть 3 и колодец Вгягрузки 4. Направляющая поверхность СДЕР по всему сечевию И1меет вырез для прохождения загрузоч;ного приспособления. Края рабочей части направляющей поверхности 5, 6 имеют задерживающие выступы 7, 8, которые удерживают деталь 9 от самопроизвольного всплывания.
Рабочая часть направляющей поверхности имеет угол иа.клона к горизонту, который не ограг1ичивается. Чем больще угол наклона рабочей части направляющей поверхности, тем больше появляется способность к самостояи -1ьпо.у продпнжанню детали.
Устройство работает следующим образом. Ванна залита расплавом металла до уровня АВ. Приготовленная деталь укладывается в загрузочное П|р:испособление. Затем опускают загрузочное приспособление так, чтобы выступы приспасобленпя были немного 1иже удержнваюн его выступа 7, продвигают к стенке СД и немного поднимают загрузочное ирлспособл&нне.
Деталь попадает в рабочую часть, затем загрузочное приспособление отводят к стенке и вьгпнмают из загрузочного колодца, после чего укладывают вторую деталь и проделывают же операцию. При движении каждой последующей детали за задержнвающт выступ 7 рабочей части направляющей поверхЕюсти, она толкает каждую предыдущую деталь в .направлении колодца выгрузки. Так загружается все рабочее пространство. По истечении времени 1нагрева н выдержки начинают выгрузку.
отличающееся тем, что, с целью придания деталям opiie,Ht pOBaiHiHoro положения, ванна снабжена рйргфепленяой к боковым граням под углом-1 ; горизонту фигурной нанра-вляюН1.ен поверхностью, нмеющен выступы для уде;ржа:на1я деталей от всплывадия и вьфез для г:,,ния приснособления для загрузки и выгрузки деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для НАГРЕВА ДЕТАЛЕЙ | 1971 |
|
SU299554A1 |
| СТЕКЛОВАРЕННАЯ ПЕЧЬ | 2015 |
|
RU2695731C1 |
| Способ безокислительного нагрева заготовок под горячую штамповку и устройство для его осуществления | 1986 |
|
SU1477749A1 |
| Установка для отделочно-зачистной и упрочняющей обработки | 2020 |
|
RU2783292C2 |
| Печь для плавки алюминиевого скрапа | 1984 |
|
SU1263719A1 |
| Роликовый конвейер для транспортирования деталей типа клапана | 1990 |
|
SU1787875A1 |
| Станок для формования и закалки деталей с нагревом токами высокой частоты | 1973 |
|
SU518524A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОЧИЩЕННОГО МЯСА ИЗ МЕЛКИХ КРЕВЕТОК | 2013 |
|
RU2560065C2 |
| Галтовочное устройство | 1990 |
|
SU1743820A1 |
| Установка для отделочно-зачистной и упрочняющей обработки | 2018 |
|
RU2688004C1 |
-/
