Изобретение относится к порошковой металлургии, в частности к процессам и оборудованию для безокисли- телъного нагрева заготовок под горячую штамповку, и может быть использовано для химико-термической ,обработки изделий.
Целью изобретения является снижение энергозатрат, повышение производительности и срока службы печи.
Способ заключается в следующем.
Холодная печь заполняется газом контролируемой атмосферы, и включается нагрев. Загрузочное и разгрузочное отверстие загерметизированы. При достижении заданной температуры печи заготовки укладывают на подставку и через загрузочное отверстие проталкивают по нагревательному колодцу. Удаляют нагретые заготовки по транспортирующей трубе через ра-)грузочнор отверстие, выполненное ниже зоны Нагрева. При этом выполняется поочередная разгерметизация разгрузочного и загрузочного отверстий лечи, т.е. в момент загрузки или разгрузки открыто только одно из них (разгрузочное или загрузочное). Подачу газа контролируемой атмосферы осуществляют в горячую зону в верхней части печи.
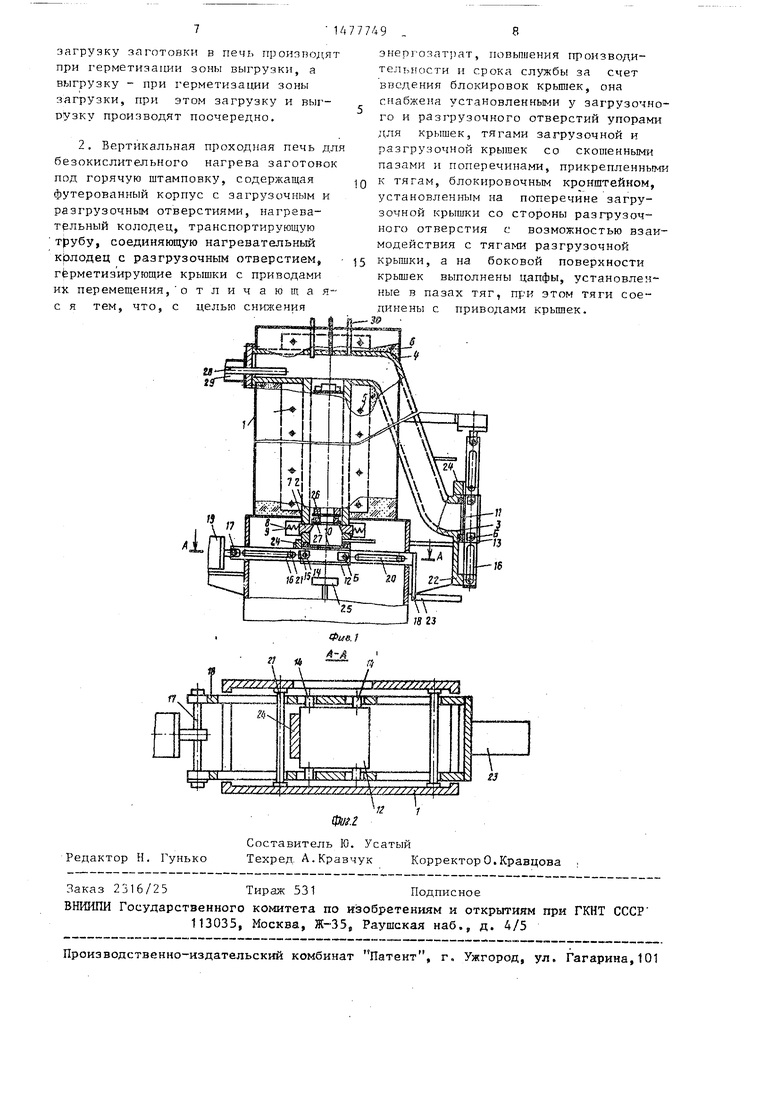
На фиг. 1 показана печь, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Вертикальная проходная печь для осуществления способа состоит из корпуса 1, в котором установлен проходной муфель, состоящий из вертикального нагревательного колодца 2, транспортирующей трубы 3 и герметично соединяющего их верхние части горизонтального перехода 4.
Вокруг нагревательного колодца 2 установлены нагревательные элементы 5 и выполнена теплоизоляционная футеровка 6. Л нижней части нагревательного колодца 2 смонтированы упоры 7, например три, подпружиненные пружинами 8, которые закрыты герметизирующим кожухом 9. Нагревательный колодец 2 имеет загрузочное отверстие 10, а транспортирующая труба 3 - разгрузочное отверстие 11. Каждое окно снабжено самостоятельной герметизирующей крышкой соответственно 12 и 13.
На боковой поверхности крышки 12 расположены цапфы 14, например четыре, которые входят с возможностью перемещения в пазы 15 двух тяг 16. Пазы 15 выполнены со скосами Б.
Тяги 16 соединены между собой поперечинами 17 и 18 (фиг. 2). Поперечина 17 связывает тяги с приводом. 19, например гидроцилиндром. На тягах 16 выполнены также пазы 20, при помощи которых тяги установлены на жестко закрепленных на кор- - пусе 1 печи направляющих 21 с возможностью возвратно-поступательного перемещения.
Крышка 13 смонтирована аналогично, но направляющие для ее тяг установлены на кронштейне 22, закрепленном на корпусе 1 печи. Крен- штейн 23 установлен на поперечине 18 с возможностью взаимодействия с тягами крышки 13. Упоры 24 для ррышек 12 и 13 имеются на нагрева0
5
0
5
0
5
0
5
0
5
тельном колодце 2 и транспортирующей трубе 3.
В корпусе 1 печи соосно с нагревательным колодцем установлен приводной приемный столик 25 для установки подставки 26 с нагреваемым изделием 27, например порошковой заготовкой.
В верхей части муфеля в горизонтальном переходе 4 размещены толкатель 28, связанный с приводом 29, например гидроцилиндром, и вводы 30 подачи газа контролируемой атмосферы.
Все приводы печи связаны единой системой управления.
Для сжигания горючих газов контролируемой атмосферы или удаления на загрузочном отверстии нагревательного колодца и разгрузочном отверстии транспортирующей трубы имеются соответствующие устройства и вентиляция (не показаны).
Печь работает следующим образом.
Холодная печь (муфель) заполняется газом контролируемой атмосферы, который подается в вертикальную часть печи и включается нагрев, загрузочное отверстие 10 на нагревательном колодце 2 и разгрузочное отверстие 11 на транспортирующей трубе 3 загерметизированы крышками соответственно 12 и 13. Избыток постоянно подающегося в печь газа контролируемой атмосферы удаляется через специальный затвор.(не показан).
После разогрева печи до заданной температуры нагреваемое изделие 27 устанавливается на подставку 26 и вместе с ней на приемный столик 25. Включается привод 19, который перемещает тяги 16 вправо по направляющим 21, при этом цапфы 14 опускаются в пазах 15 по скосам Г и отводят крышку 12 вниз от отверстия 10 нагревательного колодца, а затем вместе с тягами 16 крышка 12 отводится вправо, освобождая загрузочное отверстие 1C) нагревательного колодца.
При открытом загрузочном отверстии 10 нагревательного колодца 2 в печи не возникает перетекания разогретого газа контролируемой атмосферы из нагревательного колодца 2 в транспортирующую трубу 3, т.е. сохраняется качество контролируемой атмосферы, так как разгрузочное отверстие
11 НЫУ.РДНОГО колодцл 3 чпкрыто крыгак- кой 13 герметично, а разогретый газ контролируемой атмосферы имеет меньший удельный вес, чем наружный воздух, и создает статический подпор, препятствующий проникновению последнего в печь.
При ходе тяг 16 вправо прикрепленный к ним блокировочный кронштейн 23 занимает место под тягами, несущими крышку 13, и блокирует открытие разгрузочного отверстия 11 транспортирующей трубы 3. Затем включается мезанизм загрузки печи,
который перемещает приемный столик 25 с установленными на нем подставкой 2.6 с изделием 27 вверх в нагревательном колодце 2 до тех пор, пока подставка 26 раздвинет подпружиненные упоры 7 и поднимется выше их, после чего упоры 7 возвращаются в исходное положение пружинами 8 и образует опору для подставки. Загрузочный механизм переключается на ход вниз и отводит приемный столик 25 в исходное положение для загрузки следующей подставкой с изделием. Каждая псэследу- ющая подставка 26 с изделием 27 поднимается загрузочным механизмом, упирается в предыдущую и поднимает всю стопу подставок с изделиями пока самая верхняя подставка не окажется против толкателя 28, т.е. печь окажется полностью загруженной. Загру- зочньм механизм с приемным столиком 25 останавливается в нижнем положении, включается привод 19 на обрат- ный ход и тяги 16 перемещают крышку 12 влево. В конце хода тяг 16 влево крышка 12 останавливается неподвижным упором 24, а продолжающие, движение тяги 16 своими скосами Б поднимают ее к уплотнению загрузочного отверстия 10 нагревательного колодца 2, обеспечивая качественную герметизацию. В это же время блокировочный кронштейн 23 выходит из под тяг, несущих крышку 13 разгрузочного отверстия 11 транспортирующей трубы 3. Включается привод крышки 13 и она открывает разгрузочное отверстие 11 транспортирующей трубы 3, при этом тяги крышки 13 перекрывают движение вправо блокировочного кронштейна 23 и препятствуют открытию крышки 12 пока открыта крышка 13. Затем включается привод и толкатель 28
7
сдвигает верхнюю подставку с нагретым изделием в транспортирующую трубу 3, по которой подставка с изделием скользит вниз и выходит свободно без каких-либо задержек через разгрузочное отверстие 11 наружу.
При открытом разгрузочном отверстии 11 транспортирующей трубы 3 в
Q печи не возникает перетекание разогретого газа контролируемой атмосферы из нагревательного колодца 2 в транспортирующую трубу 3, так как загрузочное отверстие 10 нагрева5 тельного колодца 2 закрыто герме- тично.
После выхода из печи подставки с нагретым изделием разгрузочное отверстие 11 закрывается герметично
0 крышкой 13, и установленная на приемный столик 25 очередная подставка с изделием подается в нагревательный колодец при открытии загрузочной крышки 12, и цикл работы повторя5 ется.
Таким образом,свободный и быстрый выход нагретого изделия из печи, .
например, прямо к загрузочной позиции
механизма, обеспечивающего автомати- 0 ческую подачу нагретого изделия в штамп для горячей штамповки, обеспечивает минимальную потерю температуры нагретого изделия.
Поэтому, если температура заготовки при выходе из печи близка к температуре заготовок, находящихся в рабочей зоне нагревательного колодца, то отпадает необходимость нагревать заготовки до более высоких темпера- п тур, чем требуется на выходе из печи, и тем самым снижаются энергозатраты на нагрев, увеличивается производительность печи, так как уменьшается время нагрева, кроме то- f- го, увеличивается срок службы печи, так как при уменьшении температуры нагрева увеличиваег.я стойкость муфеля .
5
Формула изобретения
1 . Способ бозокнслительного нагрева заготовок под горячую штамповку, включающий загрузку заготовок в зону загрузки печи, перемещение через зону нагрева и удаление через зону выгрузки, отличающийся тем, что, с целью снижения энергозатрат, повышения производительности,
загрузку заготовки в печь производят при герметизации зоны выгрузки, а выгрузку - при герметизации зоны загрузки, при этом загрузку и выгрузку производят поочередно.
2. Вертикальная проходная печь дл безокислительного нагрева заготовок под горячую штамповку, содержащая футерованный корпус с загрузочным и разгрузочным отверстиями, нагревательный колодец, транспортирующую трубу, соединяющую нагревательный кЬлодец с разгрузочным отверстием, герметизирующие крышки с приводами их перемещения, отличающая- с я тем, что, с целью снижения
энергозатрат, повышения производительности и срока службы за счет введения блокировок крышек, она снабжена установленными у загрузочного и разгрузочного отверстий упорами для крышек, тягами загрузочной и разгрузочной крышек со скошенными пазами и поперечинами, прикрепленными
g к тягам, блокировочным кронштейном, установленным на поперечине загрузочной крышки со стороны разгрузочного отверстия с возможностью взаимодействия с тягами разгрузочной
5 крышки, а на боковой поверхности крышек выполнены цапфы, установленные в пазах тяг, при этом тяги соединены с приводами крышек.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления изделий из металлического порошка | 1983 |
|
SU1117122A1 |
| Электропечь для нагрева | 1990 |
|
SU1797534A3 |
| Автоматическая линия изготовленияиздЕлий из МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU818750A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБОТОНКОСТЕННЫХ ТРУБ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ИХ ОТЖИГА | 2004 |
|
RU2282676C2 |
| Проходная печь для нагрева | 1978 |
|
SU877288A1 |
| Печь для термообработки изделий из порошка | 1980 |
|
SU926483A1 |
| Туннельная печь для термообработки изделий из порошка | 1981 |
|
SU989288A1 |
| РЕГЕНЕРАТИВНЫЙ НАГРЕВАТЕЛЬНЫЙ КОЛОДЕЦ | 2010 |
|
RU2446218C2 |
| Проходная муфельная печь | 1984 |
|
SU1223000A1 |
| УСТРОЙСТВО для НАГРЕВА ДЕТАЛЕЙ | 1971 |
|
SU299554A1 |
Изобретение относится к способу безокислительного нагрева заготовок под горячую штамповку и устройству для его осуществления. Цель изобретения - снижение энергозатрат, повышение производительности и срока службы печи. Печь состоит из корпуса, в котором установлен проходной муфель, состоящий из вертикального нагревательного колодца, транспортирующей трубы. Нагревательный колодец имеет загрузочное отверстие, а транспортирующая труба - разгрузочное отверстие. Каждое окно снабжено самостоятельной герметизирующей крышкой. На боковой поверхности крышек расположены цапфы, входящие в пазы двух тяг с возможностью перемещения. Тяги соединены между собой поперечными одна поперечина связывает тяги с приводом. Кронштейн установлен на другой поперечине с возможностью взаимодействия с тягами крышки. Упоры для крышек смонтированы на нагревательном колодце и транспортирующей трубе. В корпусе печи соосно с нагревательным колодцем установлен приводной приемный столик для установки подставки с нагреваемым изделием. В верхней части муфт размещен толкатель заготовок. Изобретение позволяет снижать температуру изделий при выходе из печи, за счет чего уменьшаются энергозатраты, повышается производительность печи, т.к. уменьшается время нагрева, и увеличивается срок службы печи, т.к. при снижении температуры нагрева увеличивается стойкость муфеля. 2 с.п. ф-лы, 2 ил.
Фие. I
ч , „
| ВРАЩАЮЩАЯСЯ ВЕРТИКАЛЬНАЯ ТРУБЧАТАЯ ЭЛЕКТРОПЕЧЬ | 0 |
|
SU184913A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент США Г 3782931, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Фальцовая черепица | 0 |
|
SU75A1 |
