Изобретение относится к области сварки, в частности к подкладным устройствам, применяемым при дуговой сварке стыковых соединений.
Известны токоповодящие металлические подкладки. Однако их нельзя использовать в качестве устройства, обеспечивающего дуговой подогрев зоны сварки с обратной стороны шва для проплавления шва в местах прихваток.
Цель изобретения - повышение качества сварки предварительно собранных при помопди прихваток изделий. Это достигается тем, что подкладное устройство выполнено из отдельных токопроводящих элементов, элекгрически изолированных друг от друга и уложенлых в обойму, устанавливаемую с зазором относительно свариваемого изделия, и снабжено скользяш,им тоноподводом,
Иа чертеже показано предлагаемое устройство.
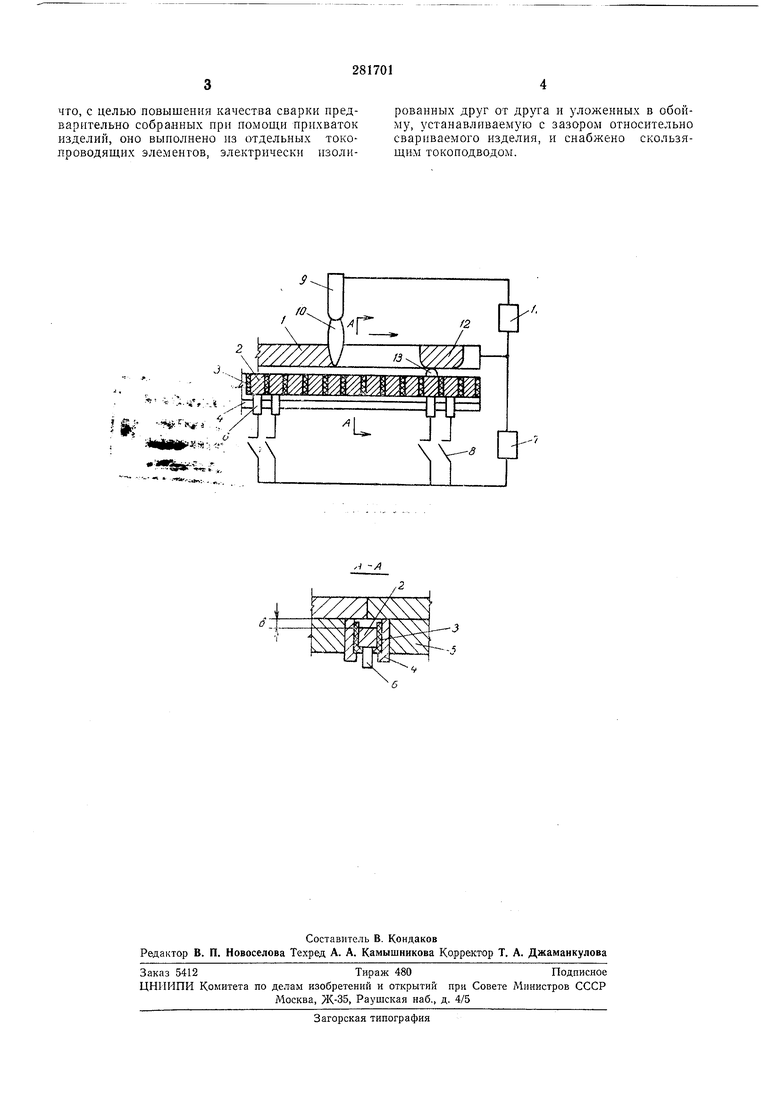
Под свариваемым изделием / расположена подкладка, состоящая из отдельных элементов 2, изолированных друг от друга термостойкими электроизоляционными прокладками 3. Элемеиты 2 также изолировано закреплены в обойме 4, которая укреплена под изделием в сборочном приспособлении 5.
графита, примыкают токоподводы 6 от источника 7 тока, например сварочного генератора. В токоподводящих цепях имеются контакты 8.
С электрода 9, плавящегося или неилавящегося, в любой защитной среде возбуждают дугу 10, питаемую от сварочного источника И, поключенного к изделию. В проиессе сварки дуга перемещается вдоль стыка по разделке и ;по прихваткам 12. В местах расположения прихваток при подходе дуги возбуждают до,пол|НИтельный дуговой раз-ряд 13 между нижней стороной изделия и элемента, подкладК, установленными с не оторым зазором б.
После того как доиолнительная дуга разогреет участок прихватки до температуры, достаточной для провара основной дугой 10 на том же режиме, на котором ведется сварка по разделке, дуга 13 от {лючается коитактором 8 и возбуждается вновь на следующем элементе подкладк, находящемся под прихваткой. образом, элементы подкладк служат электродами дополнительной дуги.
Элементы прокладки охлаждают, например, водой. Зазор изделием i прокладкой защища от газом или .
Предмет изобретения
что, с целью повышения качества сварки предварительно собранных при ПОМООЦ1 прихваток изделий, оно выполнено из отдельных токопроводящих элементов, электрически изолированных друг от друга и уложенных в обойму, устанавливаемую с зазором относительно свариваемого изделия, и снабжено скользящим токоподводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ и устройство для гибридной лазерно-дуговой сварки таврового соединения | 2023 |
|
RU2827374C1 |
| Способ дуговой сварки неплавящимся электродом | 1980 |
|
SU941066A1 |
| УСТРОЙСТВО ДЛЯ ПРИХВАТКИ ГОФРОСТЕНОК К РАМКЕ КРЫШКИ И ДНИЩУ КОРПУСОВ ТРАНСФОРМАТОРОВ | 2011 |
|
RU2467856C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| Способ изготовления крупногабаритных конструкций | 1978 |
|
SU770702A1 |
| Способ изготовления образцов с трещиноподобными дефектами в сварном шве | 1991 |
|
SU1821318A1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
.. ,-,.
i
4 I
s:
