Изобретение относится к области обработки металлов давлением и лредназначено для резки или протяжки горячих локовок и слитков.
Известно устройство для кузнечной вытяжки «поковок по авт. св. № 202702, содержащее станину, в «оторой на осях размещены деформирующие бойки, рабочие плоскости которых образуют замкнутый контур, и привод бойков, выполненный в виде смонтированных на станине приводных колец. Однако это устройство не может быть использовано для выполнения разделительных ооерадий, так как этому препятствует заусенец, образующийся в процессе протяжки горячих поковок в зазорах между взаимодействующими плоскостями -бойков.
С целью устранения этого недостатка в предлагаемом устройстве оси качания бойков подвижно расположены в иазах, выполненных в приводном жолвце и станине, причем профиль пазов в станине определен соотношением
R RO sec а,
где R - переменный радиус кривой, на которой расположены оси качания бойков,
Эта зависимость позволяет обеспечить постоянство заданного зазора между взаимодействующими (ПЛОСКОСТЯМИ бойков. Предусмотрена возможность выполнения пазов прямолинейными.
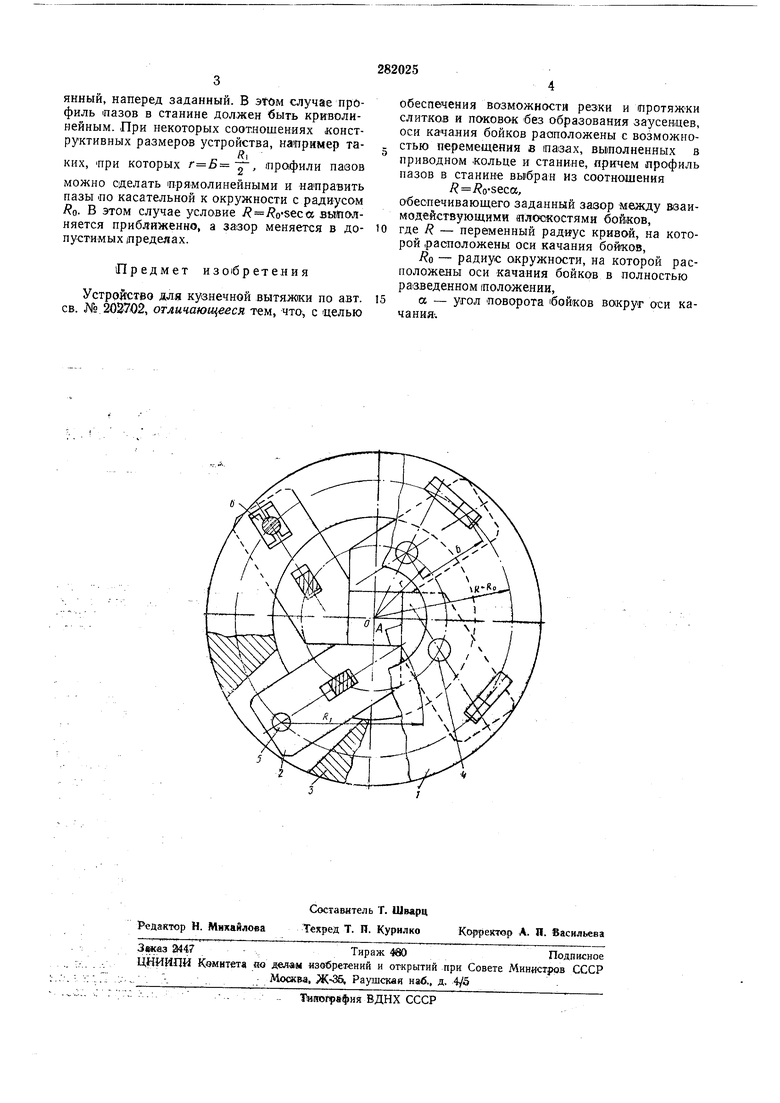
Сущность изобретения поясняется чертежом.
Устройство содержит станину /, рабочие бойки 2 и приводное синхронизирующее кольцо 3. Рабочие плоскости А бойков образуют замкнутый контур. В станине / расположены опорные оси 4, входящие в /пазы бойков. Приводные оси (оси качания) 5 бойков входят в пазы,, расположенные в станине. Соединение
осей 5 с приводными кольцами 3 осуществляется сухарями 6, которые расположены в пазах 1приводного кольца 3.
Устройство работает следующи1М образом. При повороте кольца 3 оси 5 бойков 2 перемещаются в пазах станины. При этом изменяется радиус R окружности, на которой расположены оси качания бойков. Бойки, отираясь средней своей частью на оси 4, поворачиваются под воздействием осей 5, при этом
плоскости Л сохраняют замкнутый контур. Профиль пазов в станине выполнен таким образом, что при движении по ним осей 5 радиус R окружности, иакоторой расположены оси 5, изменяется по закону R Ro-&&c. а. При этом
янный, наперед заданный. В этом случае профиль пазов в станине должен быть криволинейным. При некоторых соотношениях конструктивных размеров устройства, например тас ж
ких, При которых , трафили павов
можно сделать прямолинейными и направить пазы .по касательной к окружности с радиусом . В этом случае условие / / oseca выпОЛняется приближенно, а зазор меняется в доп усти м ы X ;п р ед ея а X.
Предмет изо1бретения
Устройство для кузнечной вытяжки по авт. СБ. № 202702, отличающееся тем, что, с целью
обеспечения возможности резки и протяжки слитков и поковок без образования заусендев, оси качания бойков расположены с возможностью перемещения в оазах, выполненных в приводном кольце и станине, причем профиль пазов в станине выбран из соотношения
y oseca,
абеспечивающего заданный зазор между вааимодействующими плоскостями бойков, где R - переменный радиус кривой, на которой расположены оси качания бойков,
RU - радиус окружности, на которой расположелы оси качания бойков в полностью разведенном (положении,
ос - угол поворота бойков вокруг оси качани.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для КУЗНЕЧНОЙ вытяжки | 1967 |
|
SU202702A1 |
| Устройство для кузнечной вытяжки заготовок | 1982 |
|
SU1094667A1 |
| Инструмент для ковки | 1989 |
|
SU1683853A1 |
| Кузнечный боек для ковки крупных поковок | 1986 |
|
SU1323199A1 |
| Кузнечный вырезной боек | 1979 |
|
SU1049157A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЯМОУГОЛЬНОГОСЕЧЕНИЯ | 1972 |
|
SU347108A1 |
| КОВОЧНЫЙ МОЛОТ ДЛЯ КУЗНЕЧНОЙ ПРОТЯЖКИ ЗАГОТОВОК | 2011 |
|
RU2480307C2 |
| Способ ковки полых поковок и устройство для его осуществления | 1989 |
|
SU1625574A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU386697A1 |
