Изобретение относится к области те.хнологии кузнечио-прессового производства.
Известен способ изготовления поковок прямоугольного сечения осадкой слитка в сферических плитах и последующей протяжкой.
При изготовлении прямоугольных поковок вытяжкой на плоских бойках неизбежно образова.пие значительных концевых отходов в виде сферических обрубков с обеих сторон.
Для изготовления некоторых пря.моугольных поковок необходимы слитки весом 120- 155 г, ирпчем вес двух концевых обрубков составляет несколько десятк ов тонн.
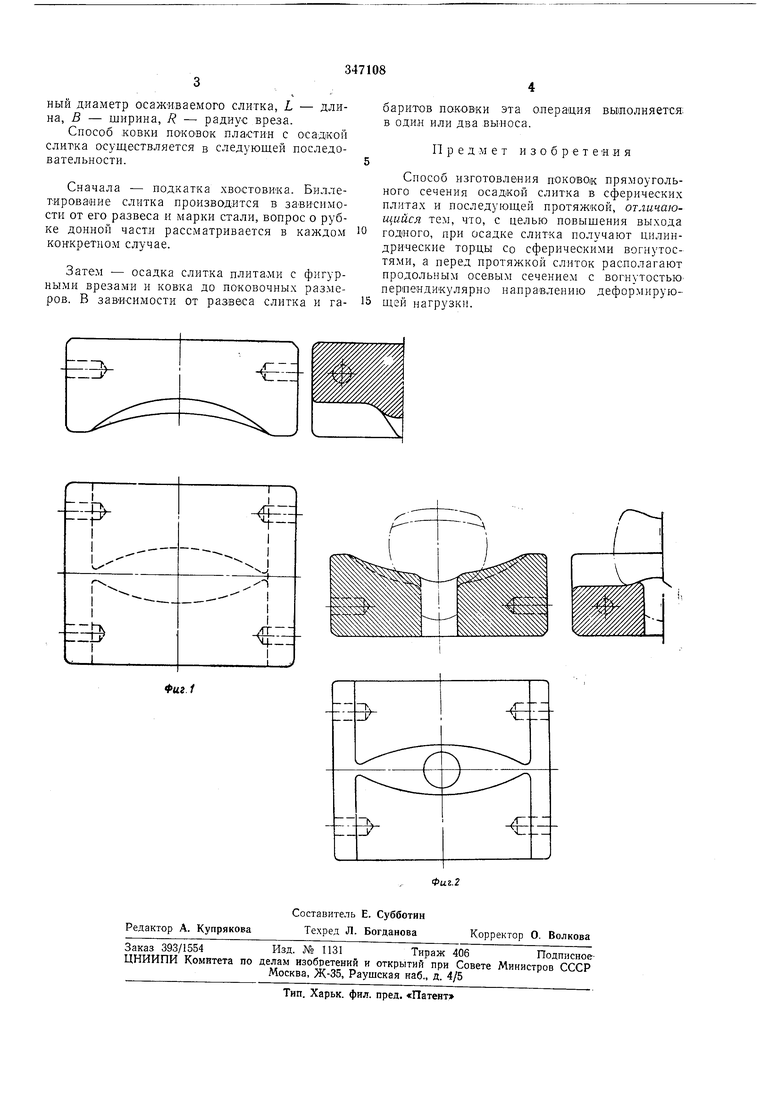
Предложенный способ позволяет уменьшить концевые отходы, для чего при ссадке слитка получают цилиндрические торцы со сферическими вогнутостями, а перед протяжкой слиток располагают продольным осевым сечением с вогнутостью перпендикулярно к на1пра1влению деформирующей нагрузки.
В результате применения предложенного способа изготовления поковок прямоугольного сечения изменяется форма концевых отходов и уМеньщается их величина на 30- 40%. ...
Сущность изобретения состоит в том, что после осадки слитка в плитах с фигурными врезами торцы по:ксзки в продольном сечении. совпадающем с осью врезов в плитах, имеют вогнутый контур, а в сечении, перпендикулярНОМ к предыдун1,ему - выпуклый, в ю время как при осадке в плитах со сферическими врезами в обс/их упомянутых сечениях торцы поковки имеют выпуклые контуры. При последующей ковке поковка располагается так, что вогнутый контур совпадает с нродольногоризо:-1тальной плоскостью пластины. При этом фасонный торец, во-первых, играет роль жесткого конца, выравнивая течение металла в продольном направлении в сторону торца, во-вторых, вогнутость контура ко-.мпенсирует Ьбразуемэе при ковке выпучивание за счет преимущественного течеипя металла по оси покозкл. В рез льтате этого после ковки торец пластины в гор :зонталы;ой плоскости имеет кривизну значительно меньшую, чем при ковке пластины после осадки па пли-тах со сферически.м вpeзo, что и спосс-бствует с щественном снижению отходов металла на концевые обрубки.
На фиг. 1 изображена верхняя осадочная плита с ф1 гуриЫМ врезом для осадки слитков; ьа фиг. 2 - нижняя осадочная плита с фигурным врезом с отверстием для хвостовика (цапфы).
Для обеспечения осадки большой гам-мы слитков одной ц той .же плитой относительные размеры ДОЛЖ-11Ы быть следующими: L 2D ел. макс.. R l.oD ел. макс., В 2D ел. мак:., где; D ел. макс. - максималь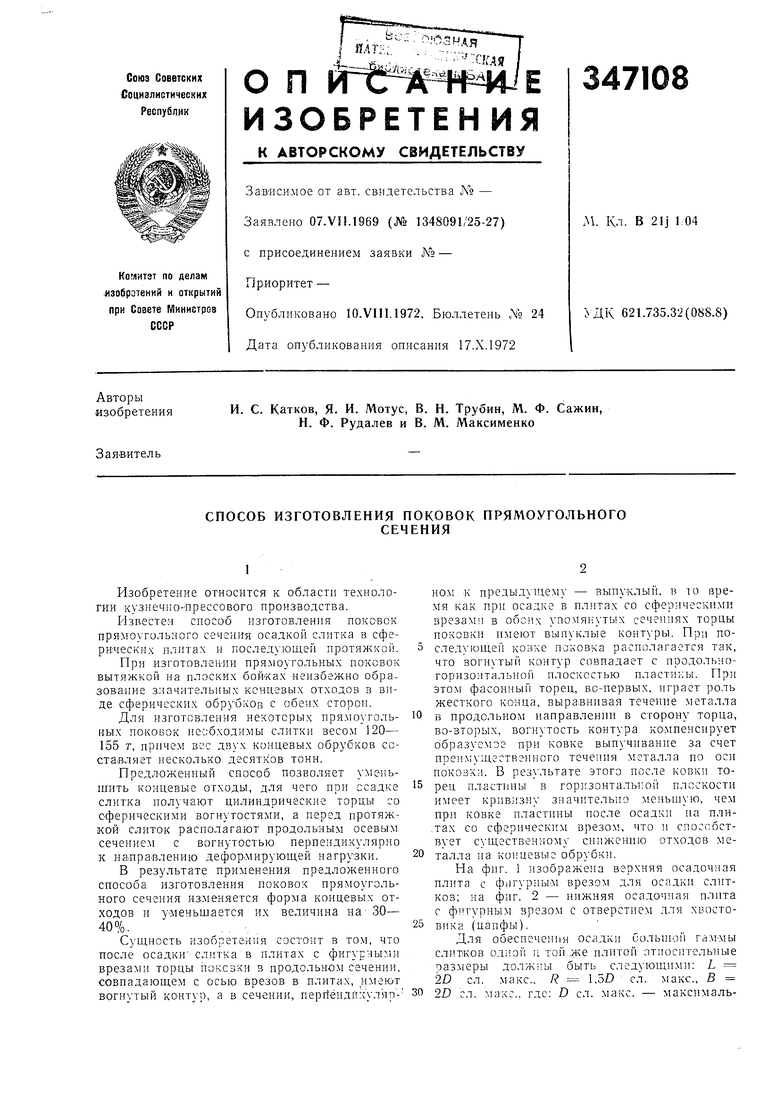
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ ковки бесприбыльных слитков | 1987 |
|
SU1512700A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТУРБИННЫХ ДИСКОВ | 1970 |
|
SU261883A1 |
| Способ ковки поковок | 1984 |
|
SU1248711A1 |
| Способ ковки крупных слитков | 1981 |
|
SU988435A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
