Известен снособ изготовлення щетки путем подачи параллельных пупков нитей в полость формующего устройства, снлавления концов нитей для образов ания головок, заливки головок пластмассой и обрезания нитей на длину пучка щетки.
При этом способе подача пучков нитей в полость формующего устройства производится на всю длину пучка одним ходом, что приводит к деформации нитей в щетке.
Для повышепня качества изготовляемых щеток подачу нитей на длину пучка щетки осуществляют прерывисто, каждый раз на такуючасть длины пучка, при которой действие продольных сил не вызывает ее деформации.
Способ осуществляется следующим образом.
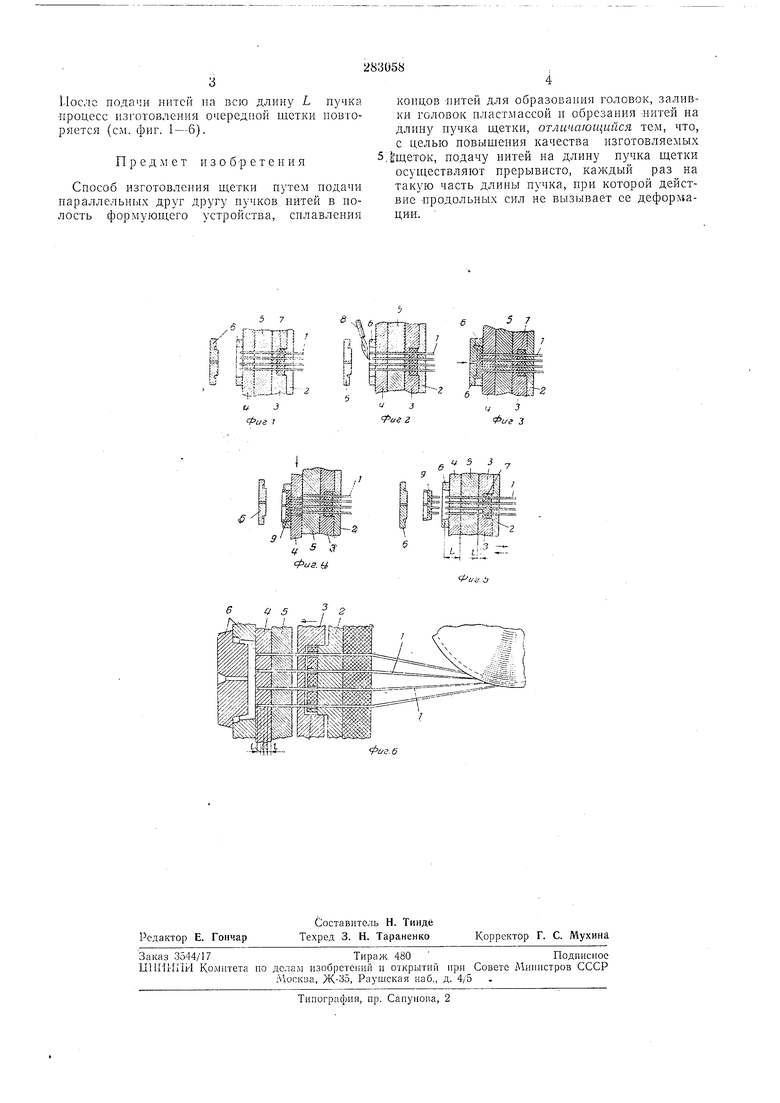
Пряди полиамидных нитей / в форме пучков (см. фиг. 1 и 6) нронускают через каналы зажимов 2 ц 3 нитей и каналы ножниц 4, 5 в нолость формующего устройства - изложницы 6. Между элементами зажима 2 к 3 имеется эластичная пластина 7. Движение элементов зажима вызывает давление на пластину, которая, деформируясь, создает давление на нити / в поперечном нанравлении и зажимает их.
:мер прн помощи горелки 8. Затем изложницу закрывают (см. фиг. 3) и в flee подается длг заливки головок нластАтасса, носле затвердения которой нзложннцу открывают и, перемещая лезвие ножниц и 5 (см. фнг. 4). обрезают нити на длину -пучка. Далее, по;1,авая нучок нитей на длину Z, для изготовления следующей щеткн, одновременно выталкивают из нзложниць 6 готовую Н1;етк} 5 (см. фиг. 5). Подача нитей на длину L осунгествляют не сразу на всю длину, а прерывисто. Когда закончена онерация обрезки нитей ножницами 4 и 5, система зажимов 2 и 3 запирается и перемещает нучок нитей на расстояние I (см. фиг. 6), равное приблизительно одной пятой длины пучка, а затем зажимы открываются и возвращаются в начальное ноложенне, вновь зажимают пучок иитей и опять неремегцаются по направлению к наложнице 6 вместе с пучком также на длину /. Такое постененное прерывнстое ДВР жение для подачи нитей на всю длину нучка щетки нроизводится каждый раз на такую часть / длины L пучка, нри которой действие продольных сил подачи не вызывает деформации нитей. Эту часть подбнрают так, что потеря нитями устойчивости под действием толкающих их усилий и сопротивления трения в каналах зажимов и ножн1щ ниже крнтической, при которой возможна деформация После подачи нитей иа всю длину L пучка процесс изготовления очередной щетки повторяется (см. фиг. I-6). Предмет изобретения Способ изготовления п.1;етки путем подачи параллельных друг другу иучков нитей в полость формующего устройства, сплавления концов нитей для образования головок, заливки головок пластмассой и обрезаиия «итей на длину пучка щетки, отличающийся тем, что, с целью повышения качества изготовляемых щеток, подачу нитей на длину пучка щетки осуществляют прерывисто, каждый раз на такую часть длины пучка, при которой действие продольных сил не вызывает ее деформации.
5 7
/°, г
I ft
9V в
