Известные способы получения микропровода в стеклянной изоляции с жилой, имеющей периодически повторяющиеся утолщения, например шарообразные, соединенные перемычками, предусматривают нагрев готового микропровода либо от постороннего источника тепла, либо путем пропускания тока через жилу до температуры ее расплавления; при этом расплавленный металл под действием сил поверхностного натяжения приобретает указанную выпде форму.
Применение этих способов связано с необходимостью в дополнительных температурных воздействиях на готовый провод, не обеспечивает равномерного размещения шарообразных утолщений по длине провода и довольно часто приводит к разрушению жилы микропровода из-за неуправляемости процесса шарообразования.
Предложенный способ позволяет упростить процесс и улучшить качество провода. Для этого при получеиии микропровода в стеклянной изоляции путем вытягивания его из металлического расплава, помещенного в стеклянную трубку, один конец которой находится в высокочастотном магнитном поле, каплю расплава периодически перемещают в вертикальном направлении, что может быть достигнуто в результате периодического изменения либо напряженности электромагкчтного поля.
либо степени разряжения в стеклянной трубке над каплей расплава.
Как первое, так и второе воздействие приводит к изменению формы и положения относительно струи кристаллизатора вторичного конуса растягивания микрованны.
Как показывает практика литья микропровода, может быть подобран режим литья, при котором в момент подъема капли будет иметь место уменьшение диаметра провода.
Сущность изобретения поясняется фиг. 1,, 2 и 3.
Па фиг. 1 (где / - стеклянная трубка, 2 - расплав металла, 3 - индуктор, 4 - струя кристаллизационно - жидкости) пунктиром показано изменение формы вторичного конуса растягивания при подаче дополнительного импульса тока на индуктор или уменьшения давления над каплей.
В этот момент капля приподнимается и соответственно уменьшается диаметр капилляра в районе фронта кристаллизации микропровода.
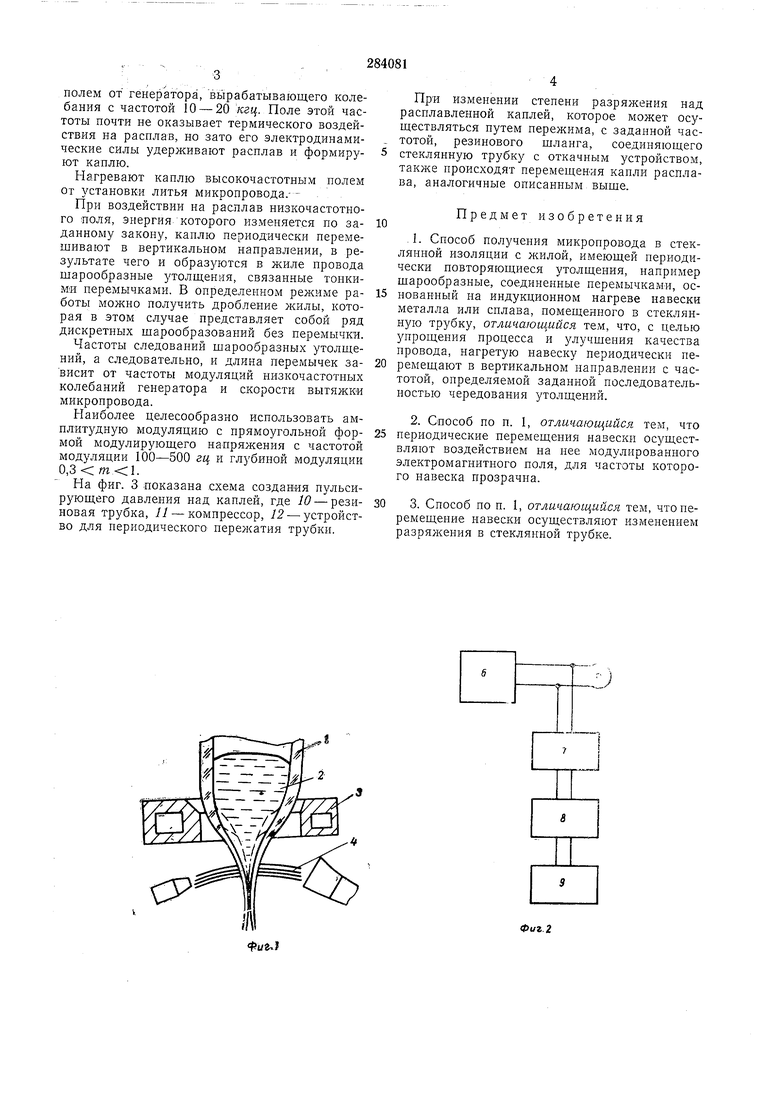
Схема, приведенная на фиг. 2, содержит следующие элементы: плавильный индуктор 5 установки литья микропровода 6, развязывающий фильтр 7, генератор 8 частоты, устройство 9 модуляции.
полем of генератора, вьфабатывающего колебания с частотой 10 - 20 кгц. Поле этой частоты почти не оказывает термического воздействия на расплав, но зато его электродинамические силы удерживают расплав и формируют каплю.
Нагревают каплю высокочастотным нолем от установки литья микропровода.- При воздействии на расплав низкочастотного поля, энергия которого изменяется но заданному закону, канлю периодически перемешивают в вертикальном направлении, в результате чего и образуются в жиле провода шарообразные утолщения, связанные тонкими неремычками. В определенном режиме работы можно получить дробление жилы, которая в этом случае представляет собой ряд дискретных шарообразований без перемычки.
Частоты следований шарообразных утолш;ений, а следовательно, и длина перемычек зависит от частоты модуляций низкочастотных колебаний генератора и скорости вытяжки микропровода.
Наиболее целесообразно использовать амплитудную модуляцию с прямоугольной формой модулирующего напряжения с частотой модуляции 100-500 гц и глубиной модуляции 0,3 .
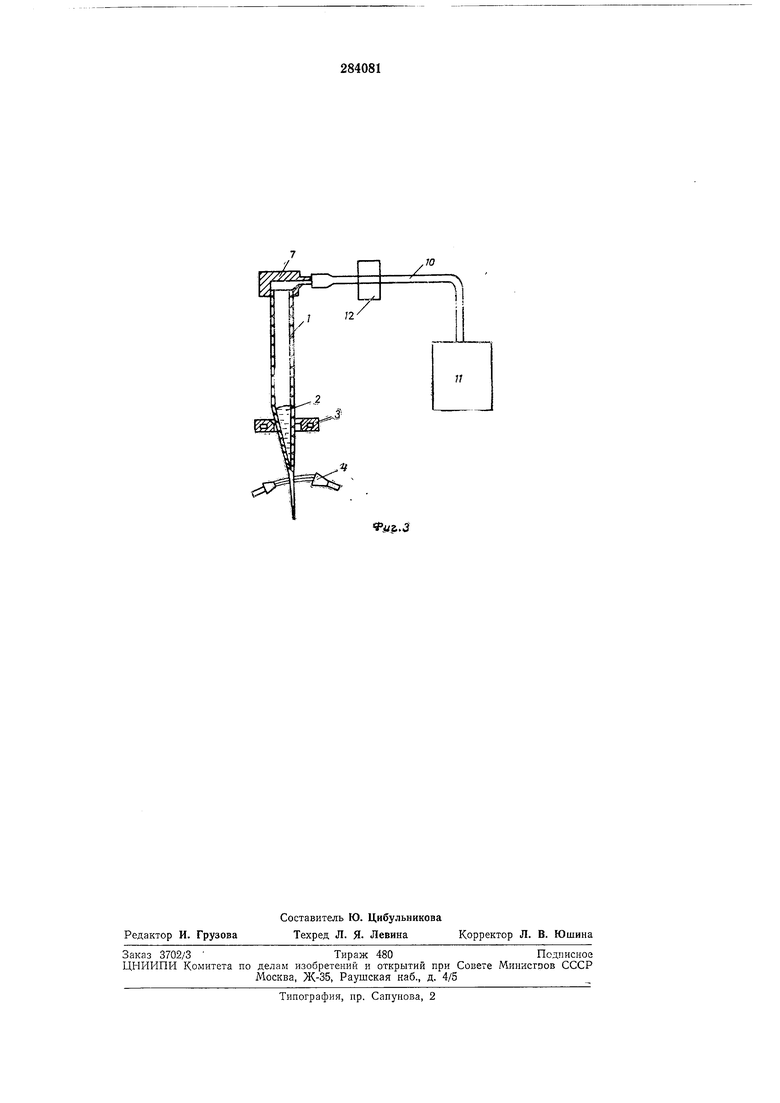
На фиг. 3 показана схема создания пульсирующего давления над каплей, где 10 - резиновая трубка, 11 - компрессор, 12 - устройство для периодического пережатия трубки.
При изменении степени разряжения над расплавленной канлей, которое может осуществляться нутем пережима, с заданной частотой, резинового шланга, соединяющего стеклянную трубку с откачным устройством, также происходят перемещения канли расплава, аналогичные описанным выше.
Предмет изобретения
.1. Способ получеиия микропровода в стеклянной изоляции с жилой, имеющей периодически повторяюшиеся утолщения, например шарообразные, соединенные перемычками, основанный на индукционном нагреве навески металла или сплава, помешенного в стеклянную трубку, отличающийся тем, что, с целью упрощения процесса и улучшения качества провода, нагретую навеску периодически иеремещают в вертикальном направлении с частотой, определяемой заданной последовательностью чередования зтолщений.
2. Способ по п. 1, отличающийся тем, что периодические перемещения навески осуществляют воздействием на нее модулированного электромагнитного поля, для частоты которого навеска прозрачна.
3. Способ по н. I, отличающийся тем, что перемещение навески осуществляют изменением разряжения в стеклянной трубке.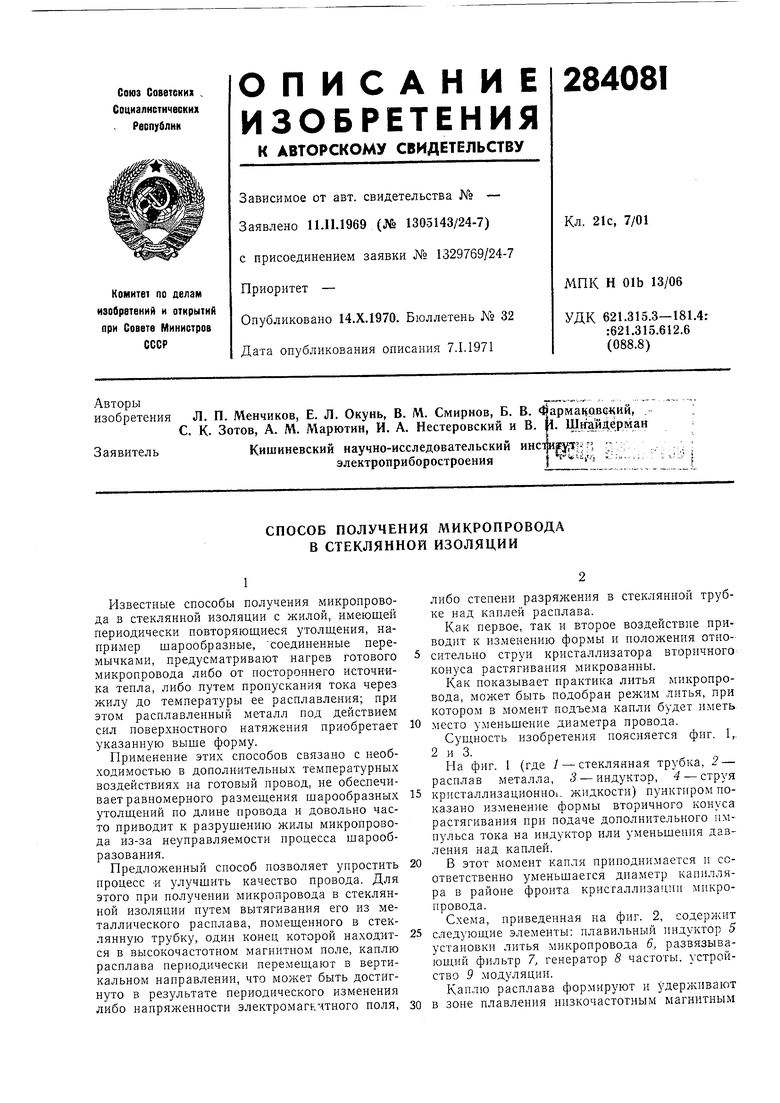
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования микрованныдля лиТья МиКРОпРОВОдА B CTEK-ляННОй изОляции | 1979 |
|
SU819823A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ МИКРОПРОВОДОВ | 2008 |
|
RU2396621C1 |
| Способ изготовления литого микропровода в стеклянной изоляции | 1973 |
|
SU505032A1 |
| СПЛАВ ДЛЯ ЛИТОГО М И К РО ПРО ВОДА В СТЕКЛЯННОЙ ИЗОЛЯЦИИ | 1973 |
|
SU378965A1 |
| Способ литья микропровода в стеклянной изоляции | 1979 |
|
SU1088075A1 |
| Способ изготовления литого провода в стеклянной изоляции | 1972 |
|
SU469145A1 |
| Способ изготовления литого микропровода | 1979 |
|
SU788185A1 |
| СПОСОБ ПОЛУЧЕНИЯ МИКРОПРОВОДА В СТЕКЛЯННОЙ ИЗОЛЯЦИИ | 1971 |
|
SU427396A1 |
| СПОСОБ ЛИТЬЯ МИКРОПРОВОДАЕ§СЕСОЮЗ;{/;ЯИ HTf^iVSS »* s^^V' Г' • < '-.flAT?aiiiy-i-cb?. ..с;:;^^. ШБЛИОТЕШ* | 1972 |
|
SU331427A1 |
| Способ управления процессом литья микропровода | 1979 |
|
SU1088076A1 |
Фиг.2
