00 00
о
Изобретение относится к электротехнике, в частности к технологии изготовления литого микропровода в стеклянной изоляции. Известен способ управления процессом литья микропроврда, согласно которому с целью регулирования погон ного сопротивления воздействуют на микрованну путем изменения напряжения на индукторе lj . Однако данный способ управления не позволяет в достаточной мере устранить низкочастотные колебания погонного сопротивления и постепенные уходы, в результате чего качество микропровода оказывается недостаточ ным в связи с неравномерностью геометрических параметров. Наиболее близким к изобретению по технической сущности является сп соб изготовления литого микропровод в стеклянной изоляции с помощью выс кочастотного индуктора, расплавляющего металлическую навеску, находящуюся в стеклянной трубке, в котором для управления процессом литья осуществляют регулирующее воздействие на микрованну путем уменьшения раз режения в стеклянной трубке и напря жения на индукторе равнозависимо на 30-50% от значений разрежения и напряжения, соответствующих началу процесса литья микропровода в течени всего этого процесса, т.е. по мере изменения длины получаемого микропровода, которая служит при этом па метром регулирования ij . Недостатком известного способа изготовления литого микропровода и, соответственно, используемого при этом способа управления процессом литья является ограниченная возможность устранения колебаний noroHHofo сопротивления микропровода, а также проявление резких выбросов значений диаметра жилы, что снижает качество микропровода и повышает брак при . изготовлении изделий на его основе. Указанный недостаток объясняется, в частности, взаимозависимым характером изменения разрежения в стеклянной трубке и напряжения на индук торе. Целью изобретения является повыш ние качества микропровода. Цель достигается тем, что соглас
но способу управления процессом литья микропровода в стеклянной изоляции, при котором осуществляют регулируюки во всем частотном диапазоне, а также постепенные уходы погонного сопротивления от заданного значения. 762 щее воздействие на микрованну путем изменения напряжения на индукторе и разрежения в стеклянной трубке в соответствии с изменением одного из параметров изготовляемого микропровода, в качестве этого параметра используют погонное сопротивление, определяют отклонение этого сопротивления от заданного значения, разрежение в стеклянной трубке изменяют в соответствии с низкочастотными составляющими колебаний отклонения, а напряжение на индукторе в соответствии с высокочастотными составляющими этих колебаний, при положительном знаке указанного отклонения погонного сопротивления от заданного значения разрежение в стеклянной трубке увеличивают, а напряжение на индукторе уменьшают, при отрицательном знаке этого отклонения разрежение в стеклянной трубке уменьшают, а напряжение на индукторе увеличивают. Согласно способу управления процессом литья микропровода отклонение погонного сопротивления этого микропровода от заданного значения определяют практически во всем частотном диапазоне колебаний погонного сопротивления (диаметра жилы) литого микропровода в процессе его изготовления. Указанный диапазон охватывает спектр частот от 10 до , которому соответствуют, в основном, собственные частоты колебаний микрованны, конуса ее растягивания и самого микропровода в процессе его изготовления. Это позволяет формировать регулирующее воздействие на микрованну, отражающее как высокочастотные, так и низкочастотные составляющие колебания погонного сопротивления микропровода. Регулирующее воздействие на микрованну осуществляют путем высокочастотных изменений напряжения на индукторе и низкочастотных изменений разрежения в с еклянной трубке, согласованных по амплитуде с величиной отклонения погонного сопротивления от заданного значения, что позволяет коррелировать погонное сопротивление в процессе литья микропровода и устранять его колебания практичесКроме того, одновременное независимое регулирующее воздействие на микрованну электромагнитного поля индуктора и разрежения в трубке, согласно предложенному способу, приво- 5 дит к существенному сокращению локальных выбросов погонного сопротивления (а значит и диаметра жилы), что объясняется стабилизацией формы конуса растягивания микрованны и в це- Ю лом процесса литья микропровода.
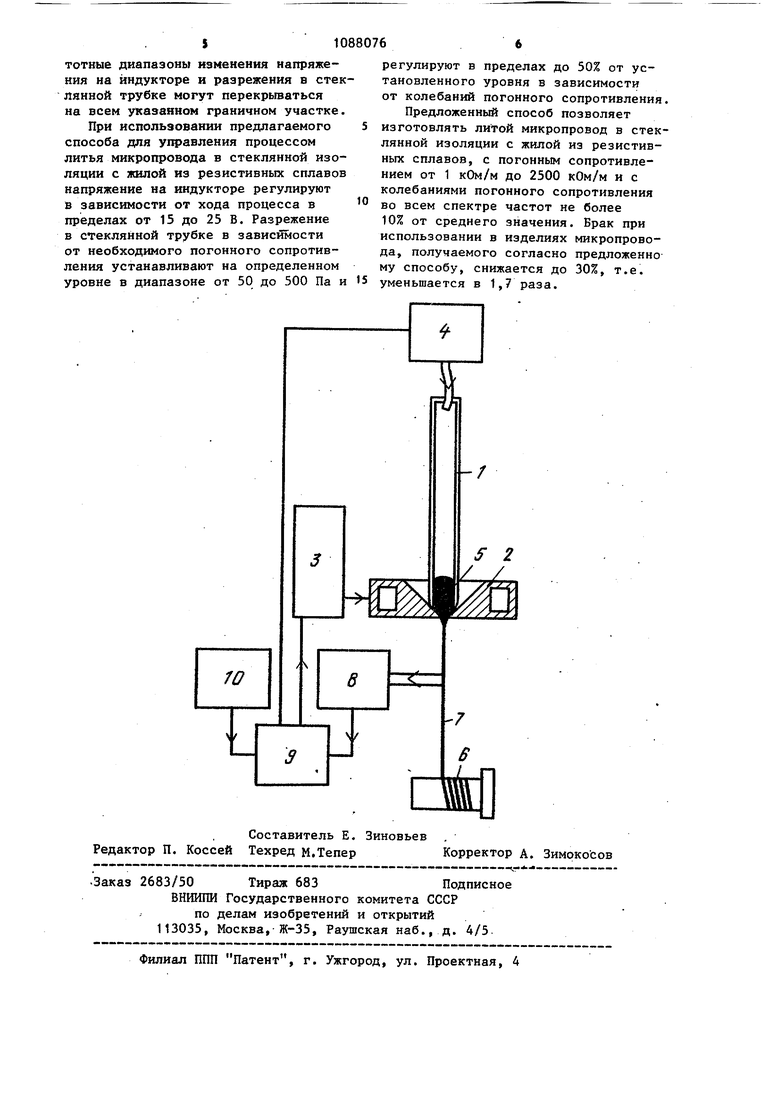
На чертеже представлен один из вариантов реализации предложенного способа управления процессом литья микропровода.15
Запаянную с одного конца стеклянную трубку 1 с металлической навес-кой помещают в электромагнитное по- ле высокочастотного индуктора 2, на-, пряжение на котором регулируется 20 высокочастотным генератором 3, куда указанный индуктор 2 входит в качестве части вторичного витка высокочастотного трансформатора (не показан) . Стеклянную трубку 1 верхним 25 открытым концом присоединяют, например вакуумным шлангом, к устройству 4 разрежения преимущественно вентиляторного типа. После включения высокочастотного генератора 3 и ЗО 1дачи напряжения на индуктор 2, металлическая навеска внутри стеклянной трубки 1 расплавляется, разогревая конец стеклянной трубки 1.
Из размягченного конца стеклянной 35 трубки 1 с расплавленным металлом, взвешенным в поле индуктора 2, формируют микрованну 5 и вытягивают из ее оболочки стеклянный капилляр, который наматывают на приемную катушку 6. Жидкий металл, заполняя стеклянный капилляр в процессе его вытяж(ки и затвердевания,совместно со стен-Г ками капилляра образует жилу получасемого литого микропровода 7 в стеклян- 5 ной изоляции. Погонное сопротивление микропровода, выбранное в качестве параметра регулирования, контролируется в процессе его литья бесконтакт- , ным методом при помощи измерителя 50 погонного сопротивления (ИПС) 8.
С ИПС 8 сигнал, соответствующий измеряемому значению погонного сопротивления, подают на устройство 9 сравнения, куда подают также опорный 55 сигнал от задатчика 10 погонного сопротивления, соответствующий (в том же масштабе) заданному значению
погонного сопротивления. При отклонении измеряемого погонного сопротивления микропровода от заданного значения во всем контролируемом диапазоне частот формируют при помощи устройства сравнения 9 скоррелированный с величиной отклонения управляющий сигнал, воспроизводящий всё колебания этого отклонения.
Низкочастотная составляющая сформированного сигнала соответствует относительно медленным колебаниям отклонения погонного сопротивления о заданного значенияi вызванным, в основном, истощением микрованны 5, неравномерностями толщины стеклянной трубки 1 и скорости ее подачи в зону индуктора 2, что приводит к относительно медленным изменениям температуры. Эту составлякщую управляющего сигнала подают на устройство раэрежения и регулируют с его помощью разрежение а стеклянной трубке 1, увеличивая его при повышении погонного сопротивления и уменьшая при понижении. Обычно диапазон регулирования по раз режению не превышает 500 Па.
Вторая высокочастотная составляющая управляющего сигнала соответствует относительно быстрым, т.е. высокочастотным, колебаниям отклонения погонного сопротивления от .заданного значения, вызванным колебаниями конуса растягивания микрованны 5 из-за колебания приемной катушки 6, которые передаются в микрованну через микропровод 7, а также вследствие собственных колебаний микрованны 5 и микропровода 7 ,в зоне кристаллизации под действием д азличных внешних воздействий. Эту составляющую управляющего сигнала .подают на высокочастотный генера- тор 3, с помощью которого регулируют напряжение на индукторе 2, пони жая его при увеличении погонного сопротивления микропровода и повышая при его уменьшении.
Границу между низкочастотными li высокочастотными составляющими колебаний отклонения погонного сопротивления от заданного значения выбирают в пределах от 1 до 10 Гц и соответственно в этом °же интервале выбирают границу между низкочастотными и высокочастотными составляющими регулирующих воздействий, причем час
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия по производству литого микропровода в стеклянной изоляции | 1979 |
|
SU1081670A1 |
| Устройство для автоматического регулирования погонного сопротивления микропровода в установке для его литья | 1979 |
|
SU862242A2 |
| Способ изготовления литого микропровода | 1978 |
|
SU765888A1 |
| Способ получения микропроводов в стеклянной изоляции с жилой из сплава системы Ni-Cr-Si | 2023 |
|
RU2817067C1 |
| Способ изготовления литого микропровода | 1979 |
|
SU788185A1 |
| Способ изготовления литого микропровода | 1972 |
|
SU514351A1 |
| Способ изготовления литого микропровода в стеклянной изоляции | 1973 |
|
SU505032A1 |
| Способ литья микропровода в стеклянной изоляции | 1979 |
|
SU1088075A1 |
| Способ изготовления литого провода в стеклянной изоляции | 1976 |
|
SU600619A1 |
| Способ формирования микрованныдля лиТья МиКРОпРОВОдА B CTEK-ляННОй изОляции | 1979 |
|
SU819823A1 |
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЛИТЬЯ МИКРОПРОВОДА в стеклянной изоляции, при котором осуществляют регулирующее воздействие на микрованну путем изменения напряжения на индукторе и разрежения в стеклянной трубке в соответствии с изменением одного из параметров изготовляемого микропровода, отличающийс я тем, что, с целью повьшения качества микропровода, в качестве указанного параметра используют погонное сопротивление, определяют отклонение этого сопротивления от заданного значения, разрежение в стеклянной трубке изменяют в соответствии с низкочастотными составляющими колебаний отклонения, увеличивая его при положительном и уменьшая при от-. рицательном знаке этого отклонения, а напряжение на индукторе изменяют в соответствии с высокочастотными составляющими колебаний отклонения, уменьшая его при положительном и увеличивая при отрицательном знаке упомянутого отклонения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство автоматического регулирования погонного сопротивления микропровода в установке для его литья | 1976 |
|
SU611258A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления литого микропровода в стеклянной изоляции | 1973 |
|
SU505032A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
