Изобретение относится к устройствам для сварки и резки металлов плавлением электрической дугой в среде защитного газа и предназначено для плазменной резки металлов.
Из основного авт. св. № 195301 известен резак для плазменной резки металлов, в котором электрод выступает за сопло, а зажим электрода осуществлен цангой.
Предложенное устройство отличается от известного тем, что резак снабжен вторым сонлом с каналами для подачи защитного газа, а внутреннее сопло выполнено с направляющими ребрами, обеспечивающими центрирование электрода.
Это снижает расход плазмообразующего газа и увеличивает срок службы электрода.
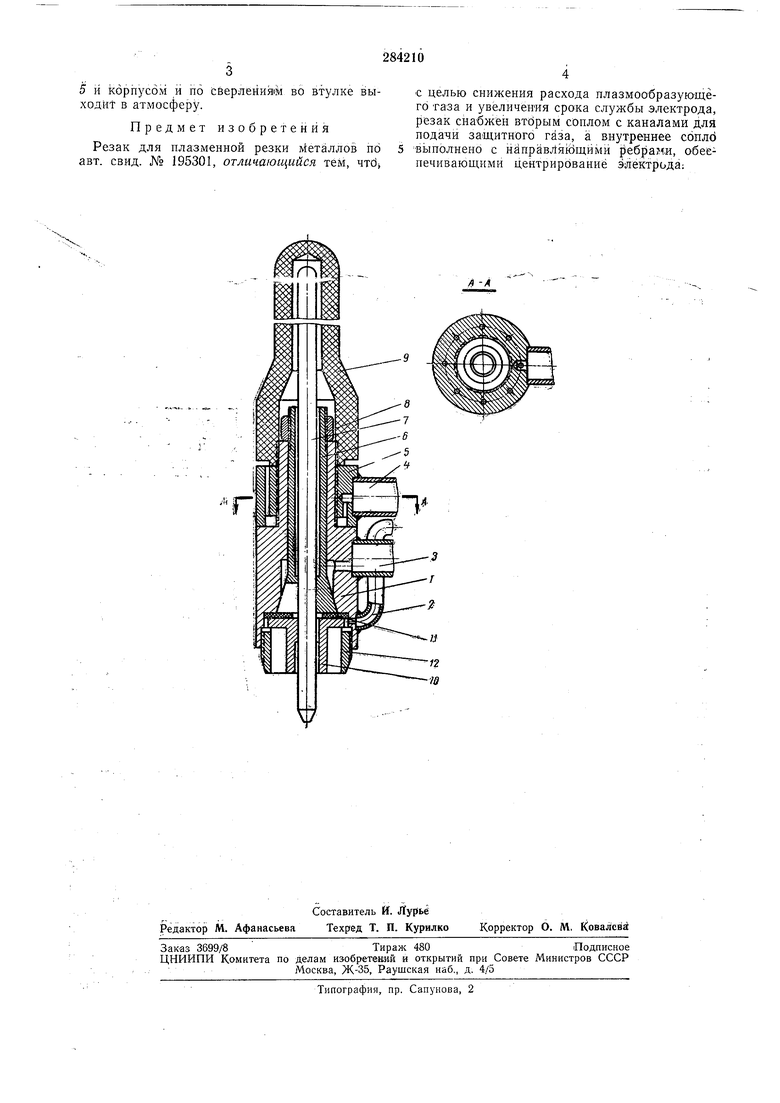
На чертеже показана .предлагаемая головка для (плазмениой резки металлов.
Она состоит из корпуса 1 с трубками 2, 5 и 4 для подачи соответственно защитного газа (азота, аргона, гелия, газообразного аммиака), плазмообразующего газа и охлаладающего воздуха, втулки 5 с отверстиями (см. разрез А-А) для охлаждения корпуса и выхода воздуха, цанги 6, выступающего электрода 7 с гайкой 8 для его зажима и эбонитовым колпачком 9 для изоляции электрода.
рез прокладку // наконечником 12. Сопло имеет внутренние ребра для центровки электрода 7 и для прохода плазмообразующего газа. Наконечник 12 имеет радиальные проточки для прохода защитного газа в кольцевой канал.
Работа головки для плазменной резки металлов происходит следующим образом. Но трубке 2 подается защитный газ и прикосновением выступающего электрода 7 (отрицательный полюс) к металлу, предназначенному для резки (положительный полюс), зажигают дугу. Защитный газ через сверленое отверстие в корпусе попадает в кольцевой зазор между последним и соплом 10, а по радиальным проточкам у наконечника 12 - в кольцевой канал между соплом 10 и наконечником, по которому выходит в зону резки, создавая защитную среду для электрода и металла. Носле этого подается плазмообразующий газ, поступающий по трубке 3 и проходящий через сверление в корпусе 1, прорези в цанге 6, между ребрами соила 10 в кольцевой канал электродам 7 и соплом 10. Этот газ формирует режущую плазму, форму и размеры которой можно регулировать изменением количества подаваемого газа. Охлаждающий воздух подается одновременно с зажиганием дуги по трубке 4 и проходит по сверлению в корпусе в кольцевой зазор между втулкой 5 и Корпусом и по сберлеНиям во втулке выходйт в атмосферу. Предмет изобретения Резак для плазменной резки л еталлов по авт. сзид. № 195301, отличающийся тем, чтб-, с целью снижения расхода плазмообразующёг6 таза и увеличения срока службы э.пектрода, резак снабжен вторым сонлом с каналами для подачи защитного газа, а внутреннее сопло Aii vjtttu, Л iiwi w 1 О. jci, а DHJ 1 J-CnrlCC CUilJiU выполнено с напрйвЛяйЗщймй ;ребрани, обеепечивающими центрированнё электрода:
| название | год | авторы | номер документа |
|---|---|---|---|
| Плазменный резак | 1985 |
|
SU1328123A1 |
| Плазмотрон для сварки и наплавки | 2023 |
|
RU2826506C1 |
| Горелка для плазменной обработки | 1982 |
|
SU1075532A1 |
| КАРТРИДЖ ДЛЯ ПЛАЗМЕННОЙ ГОРЕЛКИ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ | 2016 |
|
RU2769402C2 |
| Горелка для плазменно-дуговой обработки | 1980 |
|
SU903022A1 |
| ГОРЕЛКА ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2217278C2 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| ГАЗОЭЛЕКТРИЧЕСКИЙ РЕЗАК | 1965 |
|
SU173356A1 |
| ГОРЕЛКА ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ | 1996 |
|
RU2115523C1 |
| ПЛАЗМОТРОН | 1992 |
|
RU2032507C1 |
/
/ -А
