Изобретение относится к плазменной обработке и может быть использовано для ручной и механизированной сварки, резки, наплавки и других технологических процессов в различных отраслях машиностроительного комплекса.
Известна схема плазматрона для плазменной резки с дополнительной подачей газа в канал сопла (И.Г. Ширшов и др. "Плазменная резка", -М.: Машиностроение, 1987, рис. 2.14).
По известной схеме плазмообразующий газ через газовую линзу совместно с дополнительным газом через сопло подается в зону обработки. Электрод размещен в корпусе плазматрона эксцентрично. Сопло охлаждается водой.
Известна горелка для плазменной обработки материалов, содержащая корпус с электродержателем, на наружной поверхности которого выполнены винтовые канавки для закручивания потока плазмообразующего газа, на внутренней поверхности корпуса также выполнены винтовые канавки, входящие своими выступами во впадины винтовых канавок электродержателя, электродержатель установлен с возможностью поворота относительно корпуса (А.с. 872104, SU, кл. В 23 К 9/16, 1980 - прототип).
Выполнение внутренней части горелки для плазменной обработки материалов с внутренними выступами, входящими друг в друга, позволяет улучшить стабилизацию горения дуги, а также за счет поворота электродержателя изменять площадь поперечного сечения канала завихрения плазмообразующего газа и тем самым регулировать его расход.
Цель изобретения - улучшение стабилизации горения дуги, обеспечение надежности работы, пространственная устойчивость факела.
Достигается это тем, что в горелке для стабилизации горения и пространственной устойчивости факела основное сопло имеет дополнительное сопло с каналами для выхода газа, расположенными концентрично вокруг выходного канала в кольцевую проточку со стороны рабочей зоны, сжимающую плазменный факел.
Таким образом, известное решение усовершенствовано путем установки в горелке дополнительного сменного сопла в основном сопле.
Между отличительными признаками и достигаемым техническим результатом имеется следующая связь: особенностью предложения является то, что стабилизация газового потока происходит за счет дополнительного сопла с каналами в нем, выходящими в кольцевую проточку. Для проявления этого нового качества необходима следующая совокупность отличительных признаков:
наличие дополнительного сменного сопла, сжимающего плазменный факел;
наличие в дополнительном сменном сопле каналов для выхода газа, расположенными концентрично вокруг выходного канала.
Наличие этих совокупностей обеспечивает достижение поставленной цели.
Описанное новое качество проявляется в техническом эффекте: улучшается стабилизация плазменного факела, качественное формирование шва, увеличение срока работы горелки, надежность.
Заявляемое техническое решение не известно из уровня техники и является новым.
Заявляемое техническое решение промышленно применимо, так как предназначено для использования в промышленности и экономически легко изготовимо. Таким образом, заявляемое техническое решение ново, имеет изобретательский уровень, промышленно применимо, т.е. соответствует критериям изобретения и на этом основании ему может быть представлена правовая защита.
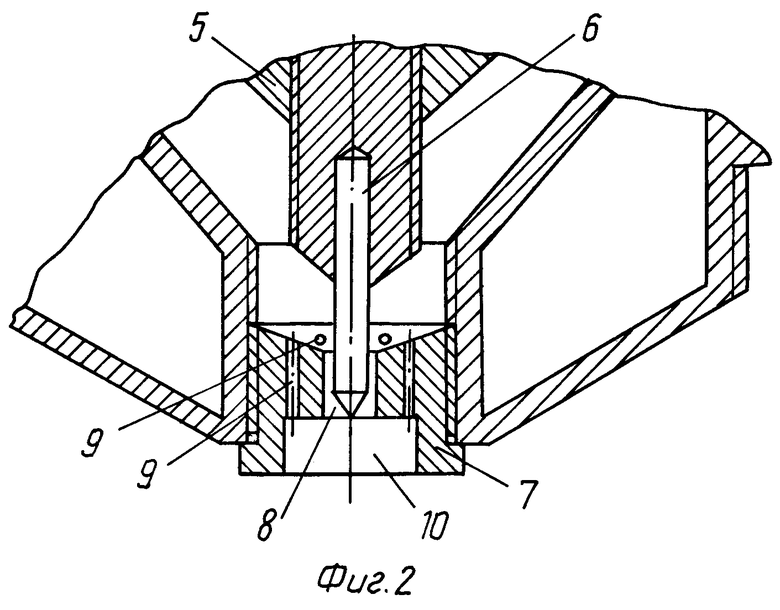
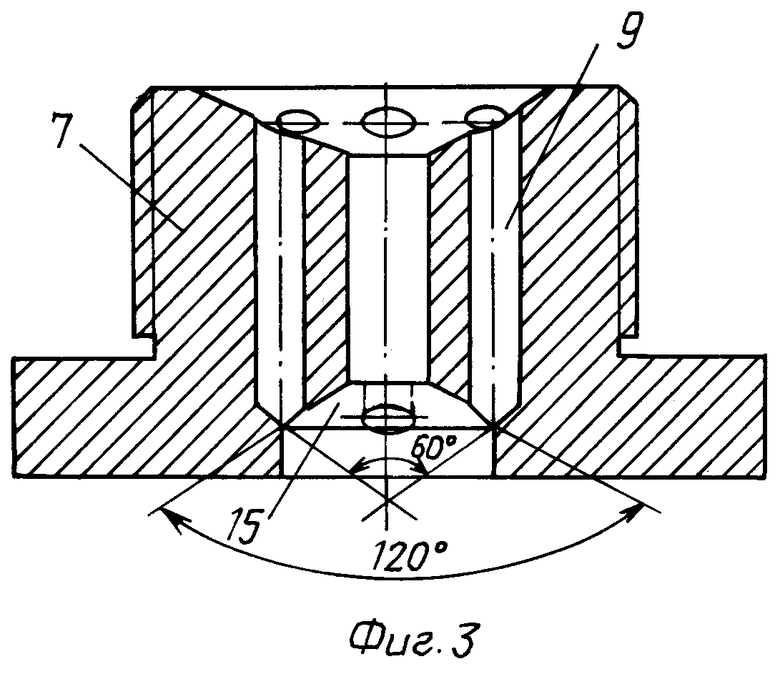
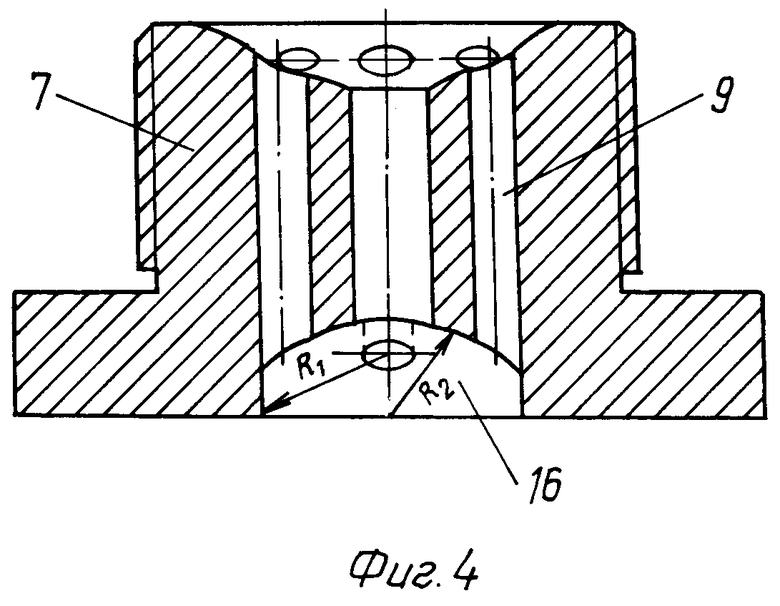
На фиг.1 изображен общий вид горелки; на фиг.2, 3, 4 - варианты дополнительного сменного сопла.
Горелка для плазменной обработки материалов содержит корпус 1, в котором закреплено основное сопло 2 и электрододержатель 3, на наружной поверхности которого выполнены канавки 4 для закручивания потока плазмообразующего газа, катодный узел 5 с электродом 6. Основное сопло 2 содержит дополнительное сменное сопло 7 с центральным выходным каналом 8 и концентрично расположенными вокруг центрального выходного канала 8 каналов 9 для выхода газа в кольцевую проточку 10 (фиг.2), или конусно-кольцевую проточку 15 (фиг.3), или сферическую проточку 16 (фиг.4). Внутри электрододержателя 3 выполнен канал 11 для охладителя, а также ввернут наконечник 12 для подвода плазмообразующего газа, композиционный электрод 6, штуцера для подвода и отвода охладителя 13, резьба 14 для навертывания насадки для защитного газа (на фиг.1 не показана).
Горелка для плазменной обработки материалов работает следующим образом.
Первоначально в кольцевой зазор между электрододержателем 3 и корпусом I подается плазмообразующий газ, после чего возбуждается вспомогательная электрическая дуга, которая горит между электродом 6 и основным соплом 2. Как только поток ионизирующих частиц касается поверхности свариваемого металла, вспомогательная электрическая дуга автоматически переходит в сильноточную (сжатую) дугу (факел), горящую между электродом 6 и изделием. Через концентрично расположенные каналы 9 в дополнительном сменном сопле 7 поступает газ, а кольцевая проточка 10 позволяет сформировать поток плазмообразующего газа, ограждающий плазменный факел и стабилизирующий направленный поток плазмы между дополнительным сменным соплом 7 и поверхностью свариваемого металла, обеспечивая большую пространственную устойчивость. Именно этот эффект обеспечивает качество сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Плазмотрон для сварки и наплавки | 2023 |
|
RU2826506C1 |
| Плазмотрон | 2021 |
|
RU2754817C1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Плазмотрон | 2022 |
|
RU2780330C1 |
| ПЛАЗМОТРОН | 2015 |
|
RU2584367C1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| Горелка для плазменной обработки материалов | 1980 |
|
SU872104A1 |
| ПЛАЗМОТРОН | 1998 |
|
RU2138375C1 |
| ДВУХСТРУЙНЫЙ ДУГОВОЙ ПЛАЗМАТРОН | 2011 |
|
RU2458489C1 |
| Плазмотрон | 1990 |
|
SU1756063A1 |
Изобретение относится к плазменной обработке: ручной и механизированной сварке, резке и наплавке материалов в машиностроении. Горелка для плазменной обработки состоит из корпуса (1), в котором закреплено основное сопло (2) с дополнительным сменным соплом (7) и электрододержателем (3) с электродом (6). Дополнительное сменное сопло имеет с наружной стороны кольцевую проточку (10), в которую выходят концентрично расположенные вокруг центрального отверстия каналы (9), позволяющие в процессе работы посредством кольцевой проточки (10) сформировать поток защитного газа, ограждающий плазменный факел и стабилизирующий направленный поток плазмы в промежутке между сопловым узлом и поверхностью свариваемого материала, обеспечивая большую пространственную устойчивость. Горелка имеет дополнительные сменные сопла различного конструктивного исполнения для получения необходимого потока защитного газа для формирования плазменного факела. В результате улучшается стабилизация плазменного факела, качественное формирование шва, увеличивается срок службы работы горелки, ее надежность. 2 з.п.ф-лы, 4 ил.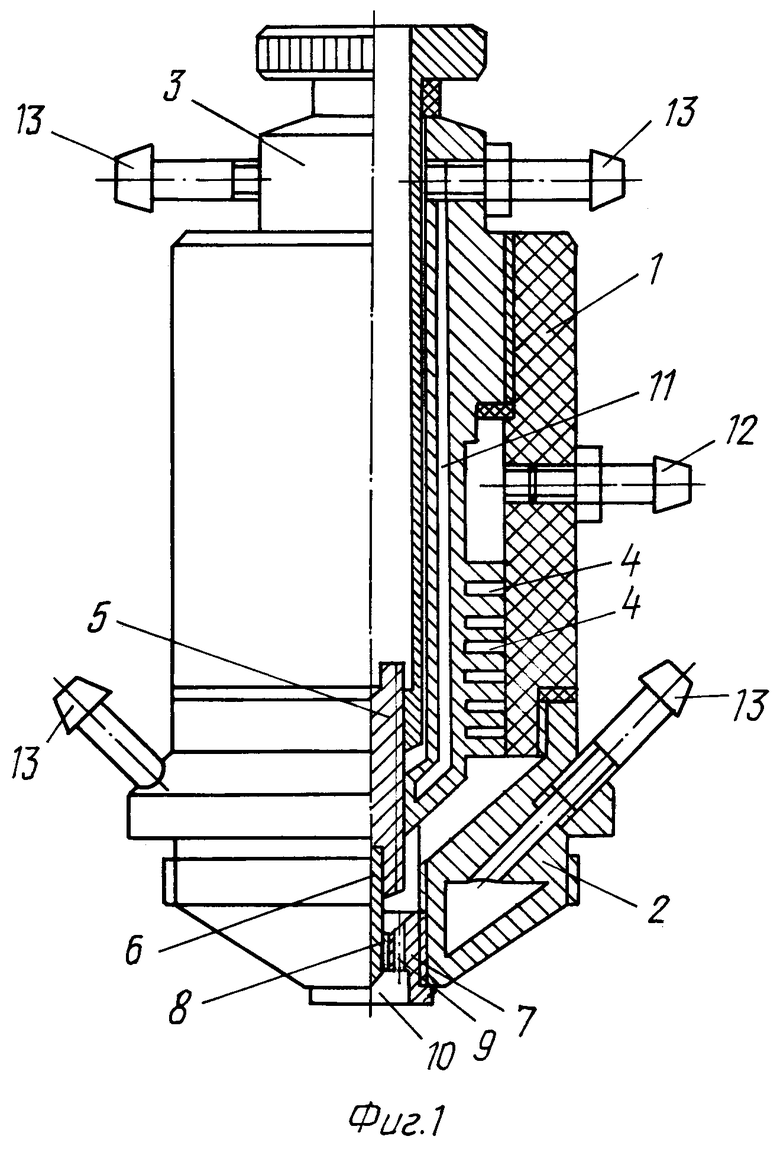
| Горелка для плазменной обработки материалов | 1980 |
|
SU872104A1 |
| Сопловой узел плазмотрона | 1989 |
|
SU1764886A1 |
| ПЛАЗМОТРОН ДЛЯ РЕЗКИ | 1992 |
|
RU2036059C1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Установка для изготовления теплоизоляционных панелей | 1985 |
|
SU1380966A1 |

